
Calibrating Your Makerbot using MatterControl
This guide will walk through the calibration of your Sailfish Firmware printer using MatterControl. If your 3D printer is lacking the precision you desire, read on.
In this tutorial you will learn to calibrate the machine's extrusion rate as well as position sensitivity in the X, Y, and Z, axis. This tutorial works for Makerbot, Flashforge or any Sailfish Firmware printer.
Finding your current Steps per Mm.
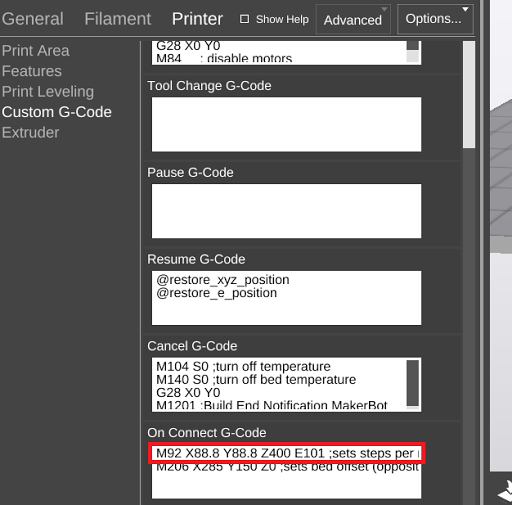
Makerbot's firmware (Sailfish) does not store motor calibrations within the EEPROM, instead it accepts calibration commands (in steps per mm). Within Mattercontrol users can set these values for calibration within 'On Connect G-Code.' Inside of this is a command, M92 that sets these values for the converter as shown below.
To calibrate your machine we will measure how much the axis actually moves compared to a desired movement in order to calculate what your steps per mm need to be.
Calibrate the Extruder
In order for the other axes to be calibrated using a calibration cube we must first make sure our extrusion is correct. To do this mark 100mm and 110mm from your extruder then use MatterControl to tell the printer to Extrude 100mm. Now measure the distance from the extruder to the first mark visible.

If two marks are visible: Your printer is currently under extruding and you simply subtract the distance from the extruder to the mark from 100mm to get the current move length then use the proportion below to calculate the required steps per mm.
If one mark is visible: Your printer is over extruding. To fix this subtract the distance from the extruder to the mark from 110mm to get your current move length and use the proportion below to calculate your proper steps per mm.
Current Move length Target Move Length (100mm)
---------------------------- = --------------------------------------
Current steps per mm Target steps per mm
Insert you calculated target steps per mm into the M92 command in place of the current E value then disconnect and reconnect to your printer.

Calibrating X,Y&Z
In order to calibrate XY&Z we will print a calibration cube and measure each dimension with calipers.
X&Y
While the cube is still on the bed measure the X and Y dimensions then plug these values into the same formula you used for the extruder but using the target value 20mm.

Replace the current values for X & Y for your M92 command with your calculated values
Z
Remove the cube from the bed and measure the height of the cube. Once again use the proportion from before but using 10mm as the target value. Finally replace the Z value in the M92 with the one you have calculated, save this change then disconnect and reconnect to your printer.