
Dual extrusion, cool filaments, and printable upgrades
Are you curious about dual extrusion? Is your printer in need of an upgrade? Interested in practical applications of some new specialty filaments? All of the above? Read on and check out our latest project!
We get to test a lot of really cool filaments and try a bunch of different printers at MatterHackers. Over the past year, the number of available filaments has skyrocketed as has the number of available printers and printer options. Unfortunately, the amount of available information about all of these options leaves much to be desired.
On top of questions about various filaments, we get a lot of questions about dual extrusion.
Do I need dual extrusion? What kinds of things can I print with dual extrusion? Is dual extrusion better than single?
We love practical applications of 3D printing, so we thought it would be good to spotlight 2 newer filaments as well as dual extrusion printing by designing and printing upgrades for an older printer.
We have an old KitTaz (Taz 3), by Lulzbot, from 2013/2014 that has seen quite a bit of use. The plastic linear bearings developed a bit of play, and it needed an overhaul.
Materials
The IGUS tribo-filament was designed to print bearings and other parts that require low friction or low abrasion properties. If you’ve ever used IGUS components for other projects, you know they make high quality components, and their filament is no exception. It prints easily, cleanly, and has remarkably low friction for a 3D printed part.
Since IGUS specializes in bearings, linear rails, and other related hardware, we figured it made sense to use IGUS filament to print replacements. It’s also a perfect way to spotlight their filament to show what it can do.
We needed to replace the following:
- 4 single linear bearings (SLB) for heated bed (Y axis)
- 1 single linear bearing for X carriage
- 1 double linear bearing (DLB) for X carriage
- 2 double linear bearings for Z axis mounts
I quickly mocked up a bearing that matched the stock SLB and printed it out of the Tribo filament to check fit and function.

It came out pretty well for a first print. The center hole was a little sloppy so there was a bit of play, but it confirmed that this material would work for use as a bearing. There were a few things we noticed while looking at the printed SLB.
The Tribo glides on the smooth rods very smoothly and quietly, but it gets dirty quickly and it doesn’t seem as strong/durable as the ABS that the stock parts were printed in. The dirty part is purely a cosmetic issue and not a big deal, but we wanted our Taz to still look good after the upgrades. The durability is obviously an issue. We don’t want these printed replacement parts to break anytime soon. Also, the Tribo filament is on the expensive side of filaments. Since the only part we need the Tribo for is the part contacting the smooth rods, we can print the housings out of another material.
The stock Taz pieces were printed in ABS. While ABS is a versatile and useful filament, it tends to warp, and that’s not ideal when printing things like bearings with tight tolerances. We decided to use PETG for the outer housings. PETG is easy to print, has virtually no warp, and is about as strong, if not stronger, than ABS. It also has a nice glossy surface finish. There are a few different PETG filament options available - MatterHackers PETG and MadeSolid PET+ are the two we print with most often for functional parts. Printing temps may very slightly, but 240-260C with a heated bed at 50-60C is appropriate the range. For this project, we used the MadeSolid PET+ in opaque black in order to match the original printed parts.
Dual Extrusion
The stock SLB has a printed housing, and then a bearing is slid in or pressed into the housing. With dual extrusion we can just model the outer housing and inner bearing and print it out at one time with two different materials.
There are different ways to model parts for dual extrusion, but 2 separate STLs are required. I use Solidworks for most of my modeling. The easiest way I’ve found for parts like this is to model the part in one part file, but not to merge all of the solid bodies so that I can save them as individual STL files. By modeling the parts in one file as separate solid bodies, both parts are aligned in the same Cartesian space which allows for easy alignment of the STLs in MatterControl.
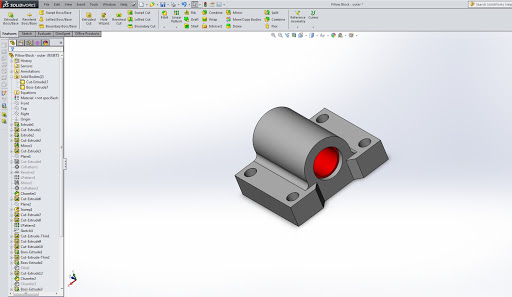
The grey portion will be printed in PETG. The red sleeve will be printed in the IGUS tribo-filament.
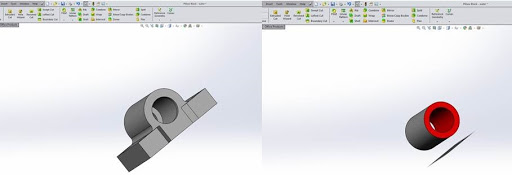
Because the bodies were not merged I can hide one or the other and export the visible part as an STL.
Next, I bring the STLs into MatterControl. I like to just drag one of the parts into the queue, and then drag the other part directly into the 3D View window.

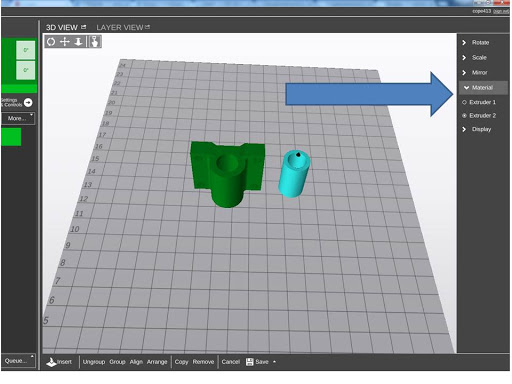
When using dual extrusion, the color of the parts in the 3D View panel indicates the extruder that will be used to print each part. As shown, both of these parts would be printed in the same material by Extruder 1.
For this setup, PETG is Extruder 1 and the IGUS filament is Extruder 2. We want the sleeve printed in IGUS, so we select the bearing sleeve, then select the Material drop down bar on the right side of MatterControl.
We then select the appropriate extruder.
The color of the part in the 3D View will change to indicate that the parts are printed with different extruders.
Now, we need to align the parts. Since we modeled them together, all we need to do is select “Align”

Now the sleeve is properly aligned inside the housing. Save our changes and we’re almost ready to print.
From our test printing with the IGUS filament, we discovered that it has fairly low viscosity when at printing temp, so it’s prone to a fair bit of oozing. When dual extruding, oozing is often an issue with the extruder not currently in use. There are a few ways to combat this. For the bearing print, we’re going to use a Wipe Tower.
Wipe Tower is only visible in the Advanced view mode. It’s under Settings > General > Multiple Extruders.
The wipe tower is a solid block of filament printed off to the side of the printed part that allows each extruder to prime and wipe before beginning the next layer. We just need to specify the size of the tower. Entering 10mm in the setting will make the wipe tower 10mm x 10mm and it will print as tall as the printed part. The wipe tower doesn’t show up in the 3D view, but we can look at it in the Layer View window.

The wipe tower will alternate between extruder 1 & 2 which helps both prime the nozzles as well as eliminate some stringing/oozing from the actual printed part. In this image, the black lines are extruder 1 and the teal lines are extruder 2.
The MakeIt Pro was used to print. We used coarse quality settings - .3mm layer height – mainly to get the part printed quickly to test – and they still came out well on the first try.

There are a few areas where the Tribo filament bled into the PETG and vice versa. But this was pretty minimal and should have no effect on the function of the part. The printed version is quite a bit smaller in size and weight than the stock version with the pressed-in bearing. While this doesn’t really affect the performance in any significant way, we’re always a fan of making things more compact and efficient.

As you can see in the video below, the bearing works great. The printed bearing is also quite a bit quieter than the stock bearing.
We’d call that a success! We had to adjust the dimensions a bit to get the exact fit we were looking for – as little play as possible while allowing free movement along the smooth rod – but the end results were excellent.
We’re not done, though. While we’re very happy with the dual extrusion results, we also wanted to show how you can use 2 materials on a part without using a dual extrusion 3D printer.
We changed the model a bit so that we can print the outer housing and the inner sleeve separately, and press them together.

While it requires 2 separate print jobs, it has a few benefits over printing in one piece.
First, the prints are much cleaner. Because we’re just using 1 nozzle, oozing/stringing isn’t an issue. Second, it took us a few iterations with the dual extrusion to get the inner diameter of the bearing to fit perfectly. The first ones had a bit of play and the 2nd version was a little tight. It’s much quicker and easier to print the inner sleeve, test the fit, and then adjust accordingly than it is to have to print the whole bearing assembly.
Lastly, and most important to us for this project, printing them separately makes the parts modular and more easily replaceable. If the inner sleeve starts to develop some play, we can just print a new sleeve and replace it rather than having to print a whole new bearing assembly.
We printed out all the bearings and installed them on the machine.

X carriage - double linear bearing on top rail, single on bottom rail

Y-axis single bearings mounted to the bed plate

Z-axis double bearing
We’re very happy with the results. The printer moves smoother, has less play, and is noticeably quieter with the new bearings installed. The IGUS filament works beautifully as linear bearing material, and the PETG is strong, durable, and has a clean, glossy surface finish. It’s a great combination.
We’ve made our designs – both the dual and single extrusion versions - available for download. They will work on any Taz 3/KitTaz, Taz 4, or Taz 5. The Taz 5 doesn’t use the same Z-axis bearings, but the X and Y axis bearings are the same. Print ‘em out, upgrade your machine, and send us pictures!
Along with the bearing upgrades, we also upgraded the electronics to an Azteeg X3 Pro with a Viki2 LCD display, and added the Kraken quad hot end, by E3D. Look for all those details and some quad extrusion craziness in the next feature article.
Thanks for reading. Questions and comments are always welcome and, as always,
Happy Printing!