
Extruders 101: A crash course on an essential component of your 3D printer
The extruder, a piece that could determine the success or failure of your print. Shoot for success with this simple guide that can improve your print quality.
The extruder is one of the most important components on a 3D printer. It is responsible for sending the correct amount of filament to the hot end where it’s melted and extruded down in thin layers to make your part. It’s important to note that the extruder is not the same as the hot end, though these terms are commonly conflated. The extruder is commonly referred to as the “cold end” because the filament is “cold” when it passes through the extruder on the way to the hot end.
There are two basic types of extruders currently available – Bowden and Direct – and there is a lot of conflicting information out there about both. If you’ve read that “Bowden extruders can’t handle flexible filament and they have too much stringing”, or “Direct extruders are slow and have too much backlash” and come away confused, we’re here to help. We’ll walk you through the basics to help understand the differences and decide which option is right for you.
Extruder Basics
Before we go into the differences between Bowden and Direct extruders, let’s go over the similarities. All extruders have a few things in common.
Motors
All extruders have motors. Desktop 3D printers typically use NEMA 17 stepper motors. “NEMA 17” just means it has a 1.7” x 1.7” faceplate. Not all NEMA 17s are alike. They can be geared, 0.9degrees/step, 1.8 degrees/step, etc. They can have different voltage ratings, different current ratings, they come in a variety of lengths, and can provide different amounts of torque. Those details aren’t terribly important for now, but it’s important to point out that none of those specifications are inherently better or worse for use as an extruder motor. The motor requirements needed for proper function of your extruder will mostly depend on the specific setup of the extruder assembly and printer setup.
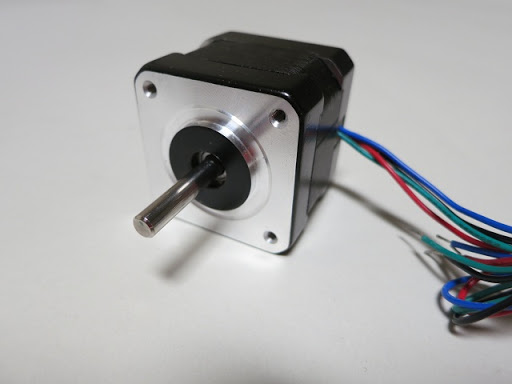
NEMA 17 Stepper Motor
Filament Drive Gear
Something is needed to ‘grab’ the filament and extrude it through the hot end. Because of the large variety of extruder implementations, these are not all the same. The two most common ones you’ll see are small steel gears that have been hobbed, and hobbed bolts. ‘Hobbed’ just means that splines or teeth have been cut into it. The gears are mounted onto the motor shaft, and the bolts are typically driven by geared extruder motors.

Hobbed Bolt

Hobbed Gear
Idler
The idler is the mechanism that holds the filament against the drive gear in order for it to be extruded through the hot end. Bearings, PTFE tubing, printed plastic, and rubber wheels have all been used. Some extruders, like the Bondtech, use 2 drive gears. What’s important about the idler is that appropriate pressure can be applied against the filament on the drive gear. Too much, too little, or inconsistent pressure will lead to extrusion issues.
Alright then, now that we’ve covered the basics that are common to all extruders, let’s get into the differences.
Direct Extruders
Direct extruders are simply extruders that are directly attached to the hot end. This is a Lulzbot Mini extruder and hot end. It is a geared, direct extruder running 3mm filament.
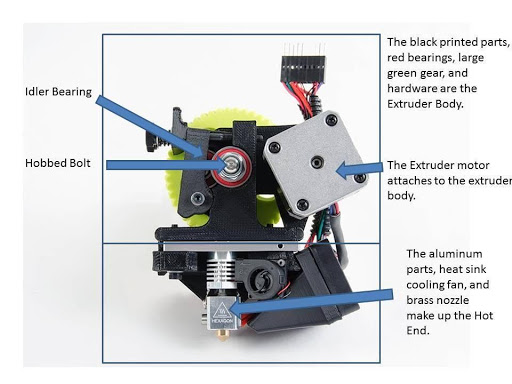
Idler Gear and HotEnd configuration (Lulzbot)
It’s important to note that a direct extruder is not necessarily the same thing as a direct drive extruder. A direct drive extruder just means that the filament drive mechanism is directly mounted to the motor shaft. Both bowden and direct extruders can be direct drive.
Bowden Extruders
A bowden extruder is not directly attached to the hot end. Instead, a tube extends from the extruder body to the hot end. This is called a bowden tube. It is most commonly a section of PTFE (Teflon ™ ) tubing. The filament is constrained by the tube and travels through it to the hot end. This is an EZStruder, made by SeeMeCNC. It is a direct drive bowden extruder running 1.75mm filament.
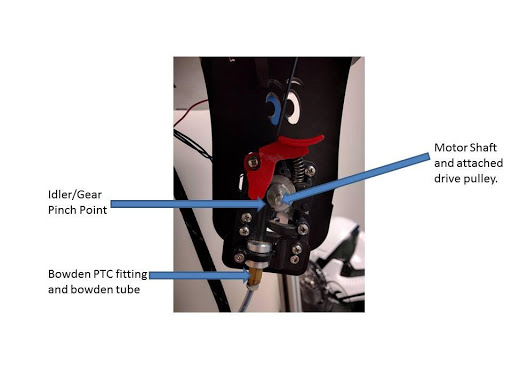
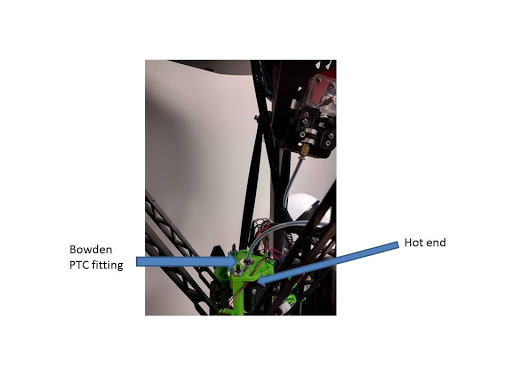
Hot end Side of Bowden Extrusion
Ok, so which is better?
It would be really nice if one of them was far superior to the other, but they both have their own strengths and weaknesses.
Direct Extruder Strengths
One of the main benefits of a direct extruder is the very short distance between the drive mechanism (hobbed pulley or gear) and the hot end. A shorter distance gives better responsiveness to extrusion and retractions. It also requires less torque than a bowden extruder to extrude the filament through the hot end. Better responsiveness can produce cleaner prints – this translates to less stringing, oozing, or other artifacts on the surface finish. A lower torque requirement means you can use a smaller motor, or you can use the same size motor at a lower current setting.
The shorter distance can also make printing with flexible materials (like Ninjaflex, Soft PLA, and TPU) easier. Though many direct extruders require slight modification to specifically handle flexible filaments, in general, direct extruders are better suited for flexibles than bowden extruders are.
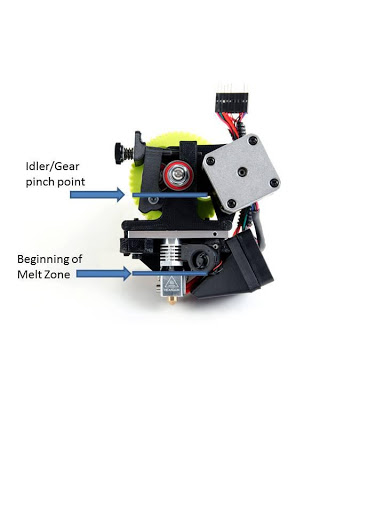
Technical note: “Responsiveness” above is referring to the hysteresis, or lag, of the system. Direct extruders generally have less/lower hysteresis than bowden extruders. All other things equal, the shorter the distance between the idler/gear pinch point and the melt zone, the lower the hysteresis.
Direct Extruder Weaknesses
Because direct extruders are directly attached to the hot end, its mass must be moved along with the hot end. Moving more mass around means more likelihood for backlash, overshoot, and frame wobble (there are other things, but these are the most important for the purposes of this article). We won’t get into technical details about the specific mechanics involved, but, to quickly illustrate, imagine driving a car. It’s much easier to stop if your car weighs 2000lbs than if it weighs 4000lbs, right? It’s also easier to accelerate and change direction, and it gets better gas mileage.
The same goes for your printer. Your printer firmware calculates acceleration, deceleration, and changes in direction for every part. Your firmware doesn’t know how much your hot end carriage weighs, how stiff your printer frame is, or how tight your belts are. So, if you don’t have good settings for acceleration and speed specific to your 3D printer, you are much more likely to experience overshoot, backlash, frame wobble (as well as skipped or missed steps) with a direct extruder due to the increased mass on the hot end carriage. The added mass also necessitates more motor current which generates more heat on your motors and on the motor drivers.
Said differently, with all other things being equal, you are able to print faster, more accurately, and more precisely with a bowden extruder than with a direct extruder because you can accelerate and decelerate faster, as well as change directions more accurately and precisely due to less mass on the hot end carriage.
This doesn’t mean that you can’t compensate for the added mass in your firmware and slice settings, but depending on your machine, it can definitely be the limiting factor in your print quality and print speed.
Bowden Extruder Strengths
All the benefits of a bowden are related to not having the added mass of the extruder body (motor, idler, gear, etc) riding on the hot end carriage. With all other things being equal, a printer with a bowden extruder is able to move and print faster, more accurately, and more precisely than the same printer with a direct extruder.
Bowden Extruder Weaknesses
The most commonly heard weakness of bowden extruders is related to retraction and stringing or oozing. The increased distance between the idler/gear pinch point and the hot end increases the hysteresis (lag) of the system. Most, if not all, of this can be adjusted for in slice settings and/or firmware adjustments, but we’ll count it as a weakness for the sake of this article.
Bowden extruders have more friction on the filament because it has to travel much farther from the idler/gear pinch point to the hot end. This can necessitate the use of a geared extruder for extra torque. The increased friction can also make printing flexible filaments more difficult.
That said, this seems like an appropriate time to address the flexible filament topic.
Flexible Filaments
You will often see or hear that you can’t print flexibles with bowden extruders. This is plainly untrue. It’s also not true that direct extruders can print with flexibles simply because they are direct. While direct extruders can more easily print flexibles for the reasons explained above, there’s really just one thing necessary to successfully print flexible filaments on either type of extruder - a fully constrained path from the idler/gear pinch point to the hot end.
This illustration shows an unconstrained extruder and the issue that flexible filaments have in them.
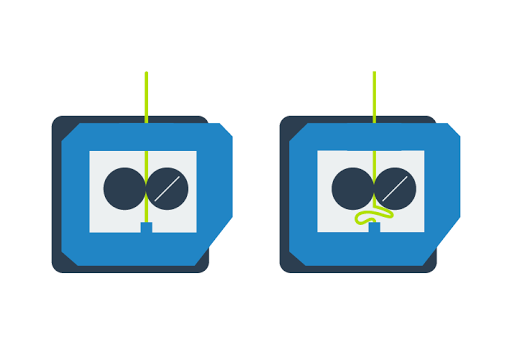
Typical extrusion behavior with rigid material (left) vs flexible material (right)
This is true for both direct and bowden types. If there’s any room for the filament to go, it will eventually do so, bind up, jam and cause a failed print.
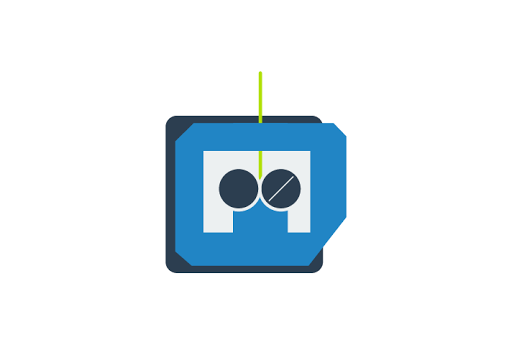
Fully constrained extruder provides appropriate
guidance for flexible filaments
This image shows a fully constrained extruder that would be able to successfully print flexible filaments.
There’s nowhere for filament to go once it passes through the idler/gear pinch point.
This is a disassembled BondtechQR extruder. It is a geared extruder that can be configured either as a direct or bowden, and has a fully constrained filament path. It is available for 1.75mm and 3mm filaments. Notice the “wedge” that extends up to the pinch point on both the in and out feeds in the filament path. It’s an excellent extruder, capable of extruding any filament currently available.
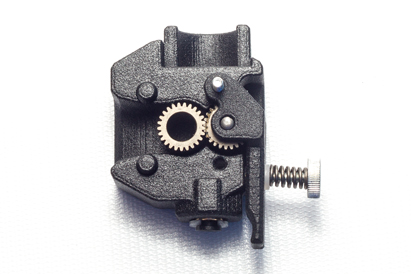

See the 'wedge' on the BondtechQR extruder, this provides support to the filament when extruding and is great for flexible material.
So which one is best?
That really depends on a few things other than the extruder. What kind of printer do you have? Cartesian or Delta? Do you plan to print a lot of flexible materials? Do you want to print as fast as possible while still maintaining accuracy?
Deltas don’t do well with added mass on the effector, so they are better suited with bowdens. If your Cartesian machine isn’t very rigid, you would likely be well served with a bowden. If you have a really rigid, well-tuned cartesian, and speed isn’t super critical, you would likely get great results with a direct.
Whatever the case, direct and bowden extruders are both going to be around for while, and neither is inherently better than the other. We hope this article helped eliminate confusion and provided enough information for you to decide which is the better option for your specific printer and requirements.
Happy Printing!