
How To: Build Large Parts That Exceed the Build Volume of Your Printer
If you have ever found a model you wanted to print, but your build space wasn't large enough, fear not - we've got you covered. Print what you want in any size with part segmentation.
It has happened to all 3D printing practitioners at one time, and if not already will happen to you sooner or later. You have designed the perfect part that you know will fit nicely into your new assembly. Or you have a model that is exactly the size that you want and you are ready to print your masterpiece. Suddenly you realize….."Oh no!”. The model is too large for your printer.
What is one to do? You could borrow some print time on a friend’s machine. Better yet, you could send it off to a service bureau or prototyper to have it fabricated professionally. But the cost?! Plus you did get into 3D printing to “make stuff” yourself. Well, there is an option available for you to print your model on your own 3D printer.
The key is part segmentation. Segmentation is nothing more than dividing the part into smaller printable sub-parts. But before you take your virtual ax and start indiscriminately chopping your model to pieces, step back and consider the ramifications of what you are about to do. First, how many sub-parts do you make? Do you make the least number of sub-parts that will fit the print bed and be assembled into the completed part, or should the number of sub-parts be determined by efficient use of the print bed and printer time? With this in mind, segmentation is more than just cutting up a model/part haphazardly.
The most fundamental detail to consider is how the model/part is to be used. Is it wholly or part of an aesthetic piece, or is it a component that will come under some type of thermodynamic or mechanical stress? Ideally, you would not want to segment a part at a critical or structurally important intersection. For example, an airfoil/wing should not be segmented at the point where it comes into contact with the fuselage of an aircraft. If possible, segment the aircraft model toward the middle of the airfoil/wing or segment along the fuselage. Also, do not segment along narrow or small diameter sections of the model/part. Even if the segment is in a less critical section where stresses are minimal, it may be difficult to join the sub-parts back together while maintaining structural integrity. Just remember that component failures at the junction of segmentation usually indicate that the segmented location was a poor choice.
If your model/part is an aesthetic piece, then you may have some flexibility in the segmentation process. However, do realize that the junction areas where the segmented sub-parts connect may require post processing after finishing the print. Remember to segment your model/part in areas where segmentation would be less noticeable. Corners, overlaps and overhangs are often excellent places to segment your model/part. That way, junction areas may appear to be more natural in relation to the entire model/part.
Now that you have identified possible areas for segmentation of your model/part, next you need to consider how to shape the edge of the segmented model/part for proper assembly. For example, machined or 3D printed metal sub-parts/sub-assemblies are usually joined by hardware to include fasteners, bolts, nuts and screws. However, when working with the materials for desktop 3D printers, hardware may not be an option. As a result, joinery solutions and adhesives may be the only path forward.
Joinery has its history in woodworking and the construction of housing and boats before the advent of hardware or in cases where hardware was difficult to fabricate. The fundamental idea was to connect components using an array of joints that would provide strength and structural integrity. Many of these techniques are still visible today in ornamental woodworking or furniture making and has translated effectively to 3D printing. Upon consideration of how your model/part is to be segmented, reflect on the type of joint that you would want to utilize to assemble the sub-parts.
The common joints that you will find in 3D printing include laps, dados (with or without pins), dovetails, mortises and “puzzle” joints. These joints in addition to adhesives can result in an utilitarian solution not only for sub-parts but for assemblies in general. Designing these joints correctly often times takes practice and knowledge of the tolerances of the source materials being used (For a full discussion on part tolerances and assemblies, please refer to MatterHackers Lab: Design 3D Printed Assemblies). The bottom line is that segmentation into sub-parts is more than just drawing an electronic dividing line in the sand. Joint connections and tolerances need to be considered.
When working with cylinders, laps (see Figures 1 and 2) can be an effective solution to the joinery challenge. Often times it is possible to make laps with tolerances where the two sub-parts snap together and are held firmly through tension. Adding an adhesive to this joint may increase the strength of the bond but may not be necessary. Dados (see Figure 3) are probably the most common joint that you will find in sub-part and part assemblies. Again joints with dados that are properly designed may be held together through tension, so adding adhesive to the joint can only improve upon an already viable solution.
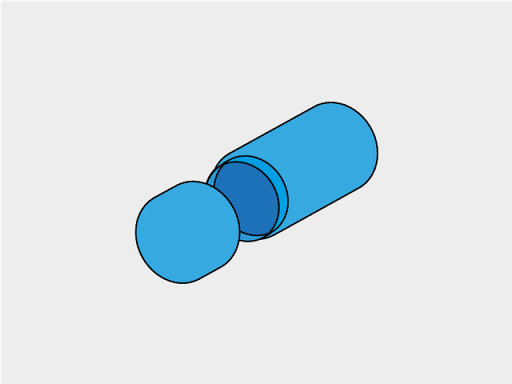
Figure 1
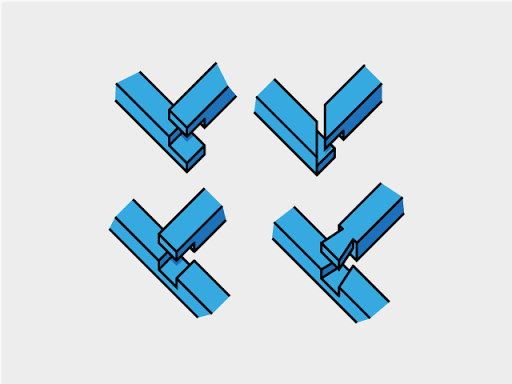
Figure 2
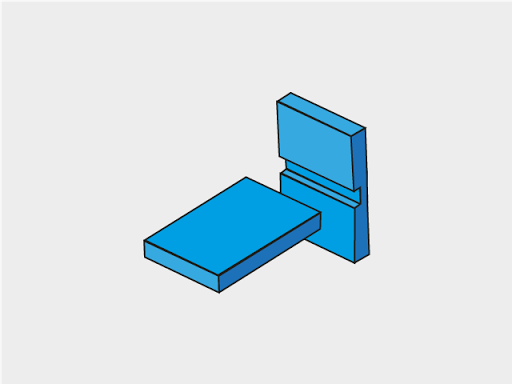
Figure 3
Dovetails and mortises (see Figures 4 and 5) are a little more complex than laps and dados and require a bit of art and skill to work in sub-part and part assemblies. Remember that tolerances play a huge part in the correct design of dovetails and mortises and you may need several iterations in order to be successful. Finally “puzzle” joints (see Figure 6) are nothing more than unique, stand alone joints much like the pieces of a jigsaw puzzle. Again, utilizing “puzzle” joints takes some practice and the iterative process of design most likely will come into play.
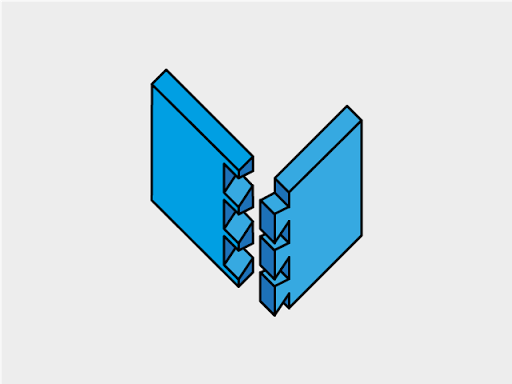
Figure 4
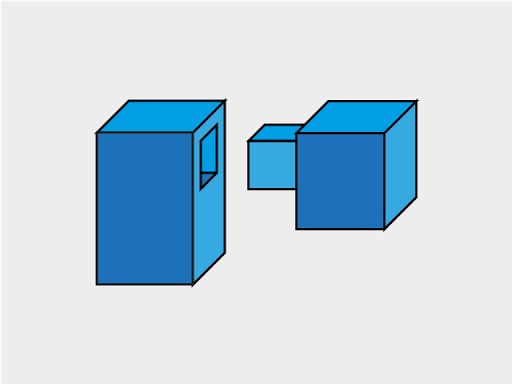
Figure 5
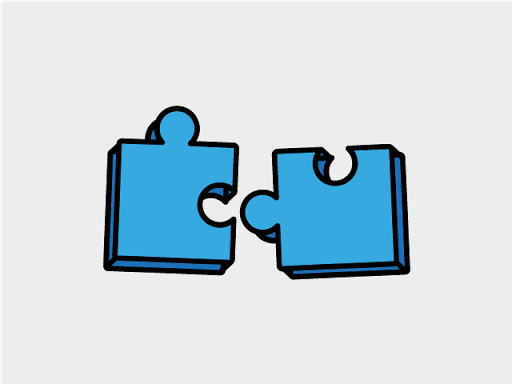
Figure 6
There are numerous adhesives that work with 3D printing source materials with most if not all being off-the-shelf products. Glues and hot glue guns are effective adhesive options and can may be fundamental to a successful end product. However, now there is an off-the-shelf option that uses the source material as the actual adhesive. This may be accomplished through the use of a 3D printing pen, such as the Crafty Pen. The Crafty Pen is an excellent device in which to repair or augment flawed or broken parts. In the case of sub-part assemblies, the Crafty Pen provides the best adhesive capability by far. If you have not utilized a 3D printing pen in your assembly process, now would be a good time to start.
Finally, one needs to consider how these sub-parts should be printed in order to optimally print a completed model/part. Remember not to use any section of a joint as the base of the print. Sometimes this is unavoidable, but most times it is best if another edge is utilized as the base of the print. Also, you may want to consider how the joint is printed in relation to the z-axis. As you well know, the weakest part of a 3D printed model/part is along the layers in the direction of the z-axis. If at all possible, plan to print you joint section of the model/part at an angle to the z-axis.
Printing a 3D model/part that is larger than the build volume of your printer can be challenging, but achievable if you follow these basic rules. The first rule is to segment your model/part in such a fashion as to mitigate stresses that will be placed on the completed model/part. Also, use existing contours of your model/part to “hide” well placed segmentation. Next, make sure to use standard joint solutions that that will enhance the strength and efficacy of the segmented sub-parts. These enhanced joints along with adhesive supplements will ensure that the finished assembled product will not suffer any ill effects from segmentation. Finally, use your design skills to properly segment and place the sub-parts on the build plate for efficient and effective printing. Following these guidelines will ensure that you will successfully print a part that is larger than your printer’s build volume.
Update: 2018
Over two years ago, Scott wrote this article detailing how you can split a model into sections that you can later join back together. However, this article mostly talked about how to do it from a woodworking perspective; dovetails, dados, and laps to connect pieces, which is hard to work into the complex shapes that can be 3D printed. Even still, most people will probably need some guidance on how exactly to make those shapes tight enough to hold together, but loose enough where they will actually fit. Netfabb is a 3D modeling and repairing software I use constantly to split large models into sections, and is really easy to use too.
For this article, I’m going to take Phil and make him 300mm tall, which is 85mm more than the max Z height of the Pulse, and cut him down so he fits in sections.
Plane Cuts
At its most basic level, Netfabb can cut parts along a plane perpendicular to the X, Y, or Z axis, and this it what I use most often. If I intend to make a mold of the printed model, I may use this cut since it’s quick and easy, but joining together the two parts has all its strength reliant on the adhesive force of whatever glue you choose to use. If you have a large flat surface to apply a lot of super glue, then that may not be a problem, but if the parts are only a couple millimeters thick, then superglue may not be enough and you may find the piece snapping along the joints.
To actually cut your model, simply drag the slider pertaining to the axis that you intend to cut along. Don’t try to set up a plane cut in X, Y, and Z at the same time, because Netfabb will ask you to pick which plane you want to use; just do your plane cuts one of a time. I make my plane cuts in spot that are easier for me to reach with sanding tools rather than in hidden spots; a seam across Phil’s face may be obvious at first, but with some sandpaper and a little filler it’ll disappear, but if that same seam were in the middle of a groove, it would be harder to reach in there with tools and clean it out.
If you have a large enough surface area in your part, you can also use the boolean operations tool to subtract holes for registration pins to keep each half lined up. Create a basic cube or cylinder, place them where you want the hole, and select all the pins and the part you want the holes cut out of and click “boolean operations.” Click each pin to turn it red, which will subtract it from the green. Make sure that the “Remove Original Parts” box is unchecked, so you leave behind each pin and can cut them out from the opposite side of the joint, or print them out if you intend to have printed pins. You can also size these cylinders to correspond to metal rods you have and would rather use instead of printed pins.
Advanced Cuts
You may not always want to use a straight cut and would rather keep the cut hidden. For that, drag the slider to the approximate location you want the cut to start, and instead of accepting the plane cut, go to the next tab “Polygon Cut.” Here you can choose specific points of the polygon you want to use to cut apart your model.
This is really helpful if the cut plane you want to use will go through some feature that will make it difficult to finish your 3D printed part.
- Start by clicking where you want the polygon to start.
- Clicking the next point you want the outline of the shape to follow.
- Continue clicking and adding new points until you reach the end of the line that you want to use to cut.
- Click around the outside of your 3D model a couple times until you can close the polygon without cutting through your part.
- Add tolerance spacing and round corners
- NOTE: Be mindful of how these two will need to go back together after they are printed. On the left, this Phil would be able to be printed and have holes for registration pins since there’s no overhangs in the cut, and the top half can drop straight down on Phil. However, on the right, Phil’s top half would have to slide into the bottom half in order to be assembled, which means registration pins couldn’t be used.
Dovetails
Dovetails have their start in woodworking to create joinery that doesn’t need fasteners, just glue and friction to hold it together. I have almost never used a dovetail to put together a split model, specifically because I finish my big 3D prints, so I need them to have the smallest seams they can. However, if you get everything toleranced properly, you can use dovetails to assemble a split model and have them stay attached without needing glue.
There are of course many other joinery techniques that exist, but these are some of the more basic options to get you started, and maybe these are good enough for you. Is there some joinery technique that you use that I didn’t mention here? Tell me about it in the comments, I’d love to learn something new. I hope this has given you some idea of how to print something massive like this castle, even if you have the 6in x 6 in” build volume of the Lulzbot Mini or Mini 2.
Happy printing!