
Design for Manufacturing: Injection Molding versus 3D Printing
Understand the differences when designing for injection molding vs. 3D printing - this knowledge will help you create the best components for any product.
Design for Manufacturing (DFM) encompasses many fabrication techniques and capabilities. Two well-known and widely used techniques are injection molding and 3D printing. In injection mold and 3D print manufacturing, there are significant process differences, and these differences will dictate how one designs parts and components. For purpose of this discussion, we will focus on materials utilized in FFF/FDM printing. Other types of 3D printing technologies, e.g. SLA, SLS, Polyjet, DMLS, DLM, etc. offer some unique design guidelines, but overall design for 3D printing and most methods of additive manufacturing are essentially the same.
Ribs and Gussets
Ribs are defined as internal walls within a part that function either as a way to attach geometry such as screw bosses to side walls, strengthen and remove flexibility of a larger part, or act as a cross-member to improve rigidity between two specific areas of the part geometry. A gusset is an angled rib that is used to improve the strength of features such as screw bosses that are not near a side wall, or to support a piece of geometry that does not have side-walls at all, such as a ledge. The primary difference is that a rib connects two vertical surfaces plus the outer shell of a part, while a gusset connects an outer shell plus only one wall or piece of geometry.
In injection molding applications, ribs and gussets should be designed to be 60% of the corresponding wall thickness. This is necessary to avoid visible sink marks. A sink is where the surface opposite a thick plastic area cools at a different rate and creates a visible depression into the surface. These features are essential to prevent warping in unsupported areas of the part (see Figure 1).
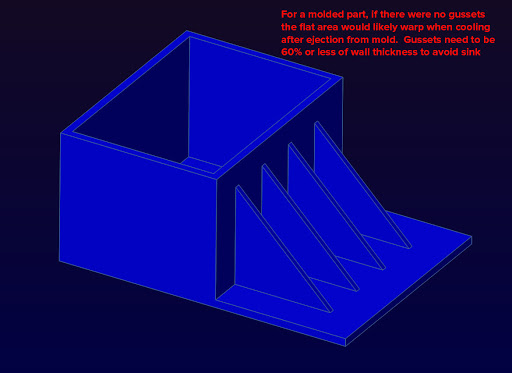
Figure 1
In 3D printing, ribs and gussets may be designed at any thickness. The larger and beefier the rib, the better, especially if it is structural. However, ribs are not as essential as in injection molding (see Figure 2).
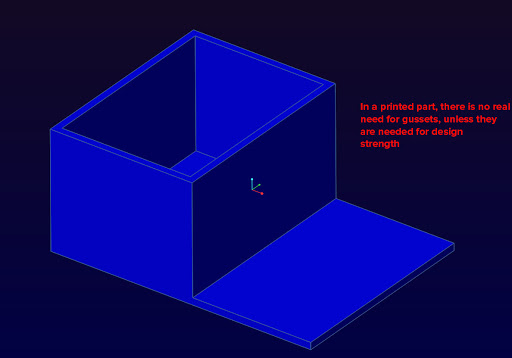
Figure 2
Wall Thickness
In injection molding design, make gradual transitions between different feature thicknesses to avoid visible sinks. Also avoid bosses and internal features merging into corners. This creates areas of thick plastic which are not recommended (see Figure 3).
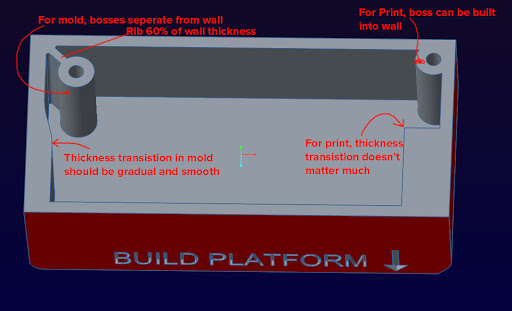
Figure 3
In 3D printing, wall thickness and infill amount is essential to the strength of the final part. This differs from injection molding since there is no ability to adjust the infill amount and thick walls utilize too much material. Remember to adjust the infill percentage for optimal part strength (see Figure 3).
Draft
Injection molded parts require the steel of the mold to slide off of the part surfaces. Draft angles will keep the part from sticking and dragging on the part geometry. Imagine two angled surfaces pulled in a linear fashion you are certain to create a gap that grows as the angled surfaces pull apart. However, if the walls are vertical and parallel, they will drag across each other or actually stick causing unsightly or torn molded surfaces.
For injection molding design, use drafted walls in the direction of pull unless using a smooth and slick material such as Nylon of POM. Two degrees of draft is ideal, but may be varied depending on the material and draw length of the pulled wall (see Figure 4).

Figure 4
Draft in 3D printing is challenging and depends entirely on part orientation. If the draft is in the same direction as the printing orientation, there should be little concern. However, if the orientation of the model is such that draft angles are on the same plane as the z-axis, then more attention is required. If the part does not need drafting, then feel free to ignore (see Figure 3).
Corner and/or Base Radii
With injection molding, freestanding internal features to include ribs and bosses must have base radii or fillets to prevent the features from separating from the mold. Also, if there is space on nearby wall areas, build supporting ribs. Parts should always be designed with rounded corners since this allows unconstricted material flow in the formation of the mold (see Figures 3 and 4).
3D printers do an excellent job with curves and radii as long as they are parallel to the build plate, i.e. the curve is drawn by the extruder. If the curvature or radii are greater than 45 degrees in relation to the z-axis/plane or on the bottom of the part, you will most likely have some defects. If possible, use chamfers on bottom facing radii geometry or reorient the print model to allow for more favorable printing of the feature (see Figure 4).
Supports
Injection molds do not use supports that are prevalent in 3D printing (see Figures 5 and 6). However, these molds do have additional moving geometry to make the mold work, such as cooling lines, injection points and ejector pins. These will create marks or imperfections in the surface similar to how supports work and if possible must be placed where the aesthetics of the part will not be disturbed.
Regardless of the material being used in 3D printing, the z-direction is the weakest link in printed parts. Material layers are present along the z-axis and is the location where most part failures occur. This issue may be mitigated by attaching freestanding geometry/supports to another feature or the build plate, or by adding chamfers to the base. Also, warpage is a major challenge when fabricating large parts. Parts should be designed to minimize the opportunity for warping. Feel free to add structural supports, gussets or other features when and where it makes sense.
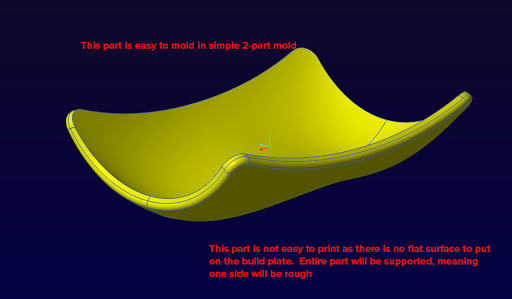
Figure 5
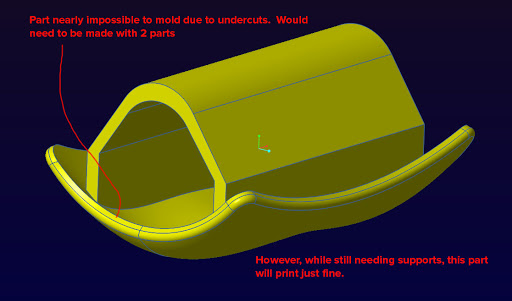
Figure 6
Undercuts
If a fastener, or other feature is required that is generally hidden from the main molding direction, the feature will require slides, lifters, rotating cores or other design methods to create the final part (see Figure 7). Slides work by moving perpendicular to the main molding direction and can be used only one the outer surfaces of a part. They require their own draft angles, and create additional moving parts to the slides. Lifters are special cantilevered slides to create undercuts on the inside surfaces of the part, and are limited to shallow undercuts as the lifter works diagonally to the molding directions. Finally Rotating cores are used specifically to create internal threads when complete threads are needed. They can be removed mechanically or by hand and require them to be rotated out of the mold. Special anti-rotation marks need to be molded into the part to ensure the entire part doesn’t move when extracting these cores. Look at the bottom surface of most shampoo bottle caps, and you will see the pattern that is molded to keep the part from rotating.
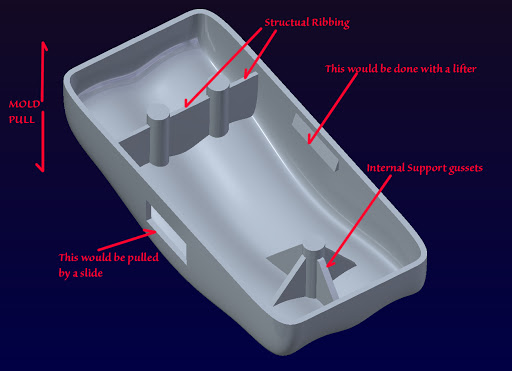
Figure 7
Undercuts is where 3D printing shines. Undercuts are rarely a problem, and while they may need supports in the print, you may still be able to print and test some very complex parts. When you design well, you may be able to 3D print unique parts that could never be manufactured in a traditional fashion. In fact, low production items that make use of SLS and DMLS processes can make anything from custom implants to drones which would be impossible to mold (see Figures 6, 8 and 9).
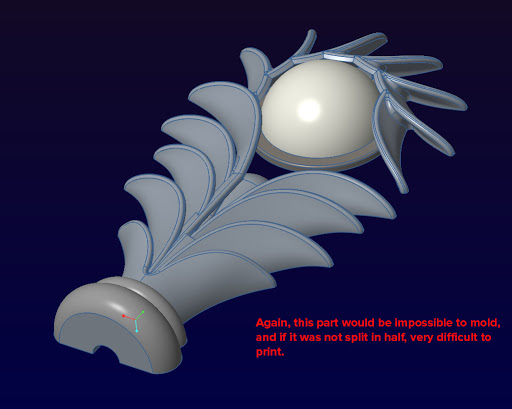
Figure 8
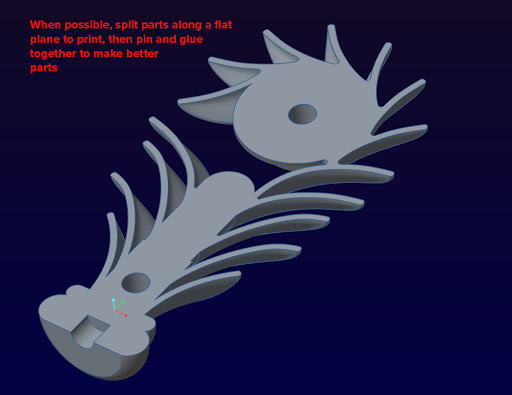
Figure 9
Other Design Considerations
In addition to part features, tolerances in fabrication need to be at the forefront so that multiple injection molded or 3D printing parts may be easily assembled into a final product. Generally, injection molded part tolerance is +/- .125mm while 3D printed tolerances vary depending on the printer and material utilized. As a result, some trial and error may be necessary in determining the tolerances of assembled parts when utilizing 3D printers. For more on 3D printer tolerances, please visit the article A Guide to Understanding the Tolerances of Your 3D Printer.
While there is much more to DFM, the previous information should provide an excellent outline to follow when beginning product design. Not only do these guidelines show the path to outstanding fabricated parts, they will save you time and money during the design process. Should you desire a consultation on your next project, you may visit my web page at www.catzdesignfarm.com.