
How to Succeed when 3D Printing with TPU and Flexible Filament
Let’s take a look at what makes flexible filaments easier to print and how you can add flexible filament to your 3D printing material toolbox.
When most people think of 3D printing materials, plastics like PLA, ABS, or nylon are some of the first materials that come to mind. These materials all have one thing in common: their rigidity. Sometimes you want a part that is ductile and able to bend or compress as it is stressed. Fortunately, there's more than just rigid 3D printing materials; from TPU to PRO Series Flex, flexible 3D printing filaments are widely useful materials to have at the ready. By design, these filaments are essentially printable rubber, allowing you to create complex elastic designs in your specific shape for any project or product requirements. Flexible filaments come in a variety of colors, chemical make-ups, and hardness, giving you the flexibility to apply their various properties in unique ways. Let's talk about how to successfully 3D print flexible filaments.
What are Flexible 3D Printing Filaments?
In general, most rubbers are thermoset through a process called "vulcanization"; you heat them up, shape them, let them cool, and that shape is final. Once rubber is shaped and molded, it can't be melted back down and reformed into something new. To be able to melt rubber down into filament and re-melt it into the desired shape when 3D printing, some careful material science was needed to create a thermoplastic (reshapable) rubber. By combining plastic polymers with rubber polymers, you get a Thermoplastic Elastomer (TPE). With this same principle, you can combine materials to create Thermoplastic Polyurethane (TPU), Polyester Copolyamide Thermoplastic Elastomer (PCTPE), or Soft PLA. Each of these materials has different properties, like shore hardness or elasticity, depending on the formulation of the spool of 3D printing filament.

Flexibles are really fun to print and play with.
With a flexible material like MatterHackers PRO Series Flex, you can drop it a thousand times over and not break it. It's important to remember that every material has its place, and just because flexibles don't break when you drop them doesn’t means they are ready to replace other materials like PLA. Flexible filament is a great choice for gaskets or bumpers, but you wouldn't want to print a shelf bracket with it. Conversely, PLA would make for a terrible sole for a shoe. Consider the needs of the project before committing to any one material.
Keys to Success by When 3D Printing Flexible Filament:
Limited retraction
The question of “how much retraction is enough” is entirely dependent on the style of extruder your 3D printer has. The latest extruders you can buy make it very clear that they have a "constrained filament path." In older models of extruders, there was open space after the extruder gear for filament to move into. This isn't a problem for rigid materials as once they are directed to the bowden tube or the nozzle, they will keep extruding without issue, but flexible filaments will almost immediately spit out the side of the extruder and coil around the extruder gear.
With a newer extruder, after first 3D printing some calibration prints, you should be able to print flexibles with retraction settings comparable to your normal rigid filament settings. The E3D Hemera has been shown to excel at 3D printing with flexible filaments, being able to keep the filament tightly constrained and 3D print at high speeds without any kinks in the filament.
With an older extruder, you will have to disable retractions to achieve a good 3D print quality. This does mean that you may experience some stringing as the nozzle moves around over the 3D print, but it will prevent you from having under extrusion caused by the filament bunching up in the extruder from the constant back-and-forth motion it would experience with retracting.
Keep it dry
Follow the same procedures described in this article to dry your flexible filaments: 135°F for six hours in a conventional oven, then turn it off and let the oven cool back to room temperature. You can also use a vacuum oven to dry your filament in a half hour to an hour, or use a PrintDry to easily dry your filament and keep it dry. Most flexible filaments are hygroscopic to some degree, and will pop and sizzle if you try extruding before the material is dried. The sizzling is caused by pockets of water absorbed into the filament instantly turning to steam as they hit the nozzle, leaving voids in your print or causing excessive stringing along your parts. Not only is the visual quality significantly worse, but the molecular chains within the material are broken down, creating a weaker part overall. Using the same 3D printer, gcode, and spool of filament, the two 3D prints below were 3D printed. The key difference: the one on the left had been left in the open air for some unknown amount of time, and the one on the right was printed directly from a PrintDry after letting it dry for several hours.
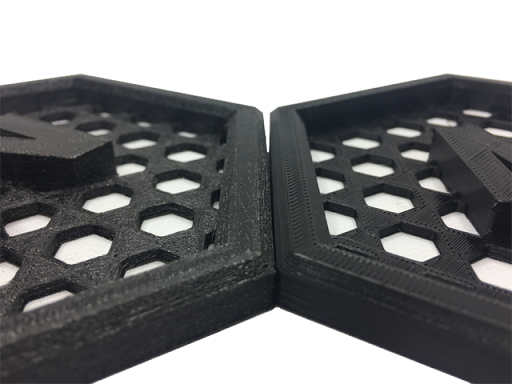
Wet flexible filament on the left, recently dried filament on the right.
Slow it down
Like it was mentioned with retraction settings, PLA or ABS, you can print fast as they’re a hard material, so it’s really easy to grip and push the filament through the nozzle. Printing flexibles is like trying to guide one end of a rope by pushing the other. By slowing it down, you decrease the pressure within the nozzle making the filament much less likely to bind up or even wrap around your extruder gear. Like any other filament, exact speed settings will differ from one printer to another, so you may need to experiment to determine what speed is the upper limit that your specific 3D printer is capable of. For some that might mean 10mm/s, and other more advanced 3D printers might not need any changes at all and can print at 60mm/s with ease.
Dispelling Some Myths
This myth certainly isn't as pervasive as it once was, but there existed a time when it was common belief that bowden 3D printers were unable to 3D print flexible materials. Whether or not that was the case, it is most definitely not true now. There is nothing that specifically precludes bowden 3D printers from being able to use flexibles. It all comes back to constrained filament paths being the root cause of any concerns. While yes, most direct-drive 3D printers are more responsive than bowden 3D printers when using flexible 3D printing filaments, bowden 3D printers are fully capable of creating beautiful 3D prints with flexible filaments.
Getting the First Layer Right
The first layer is the most important part of any print. There are a few things you need to do to get the first layer to stick well.
- You need the print surface to be level. If you are unfamiliar with how to level your 3D printer's bed, you can read about the procedure 3D printer bed leveling.
- Have your Z-Offset set to the right height. This will depend on the material that your 3D printer's bed surface is made of, as some materials will bond too well to flexible filaments, permanently attaching to them. For most surfaces, you will want a decent "squish" to your first layer.
- You need a good base material for your flexible filament to adhere to. Blue painter’s tape or a heated glass bed with PVA glue stick or MatterHackers Stick Stick are ideal surfaces for your print bed.
3D Printing on Blue Painters Tape
Blue Tape, or Painter’s Tape, is one of the easiest and fastest ways to get a reliable bed adhesion for your flexible filaments. Here is a quick checklist of things you want to make sure you are doing.
- Make sure each piece of tape lines up edge to edge without any overlap or gaps.
- Keep the bed temperature fairly low when using Blue Tape, as a temperature that is too high may cause the tape to stick too well to your printed part. 55°C-65°C should be enough heat to get the job done with most flexibles.
- Replace any tape strips that get damaged when removing parts.
- Replace the tape after 5-10 prints, when parts stop sticking, or when there is a noticeable loss in the texture on the tape's surface.
- If your first layer is not sticking - make sure the print head is close enough to make a nice squished line of filament. If that doesn't take care of your problem, you can apply a thin smear of PVA glue stick to get a little more adhesion.
Printed PRO Series Flex on blue painters tape.
3D Printing On Glass With A Heated Bed
When you have a temperature controlled bed, printing directly on glass can be a great option. The recommended bed temperature for flexible filaments vary greatly, from room temperature to 110°C, so follow the recommended bed settings as described in our Filament Comparison Guide or in the Technical Specifications for the filament. In general, PVA glue stick is a great adhesive to apply to the glass when 3D printing with flexible filaments to ensure that they stick throughout the entirety of the 3D print job.
Printed PRO Series Flex on a heated glass plate.
Getting The Temperature Right
When working with a new roll of filament for the first time, we generally like to start printing at about 235°C and then adjusting the temperature up or down by 5°C increments until we get a quality print.
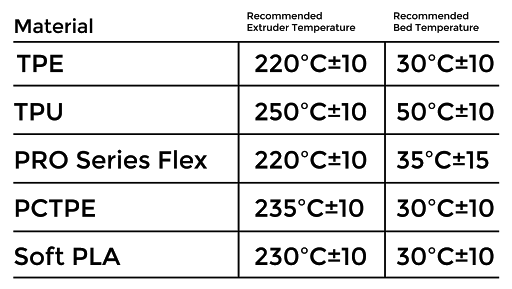
Recommended printing temperatures for various flexible filaments.
If the temperature is too high
If the spool of filament is already dry but your temperature is too high you will still see strings between the separate parts of your print, like cobwebs. When this happens you should try to incrementally lower the temperature by 5°C until the nozzle doesn't leak any material. Sometimes that isn't treating the underlying problem, which could simply be retraction settings that aren't quite aggressive enough and need just a small bump to get everything in tune.
If the temperature is too low
A 3D print with an extruder temperature set too low for the material being printed will have layers that don't bond together very well or at all and can be easily pulled apart. Make sure the filament is dry and try again, but if you know that it's dry and you are still experiencing problems, raise the temperature of the nozzle in 5°C increments until you achieve strong layer adhesion and can see that the perimeters and infill of the 3D prints aren't sparse and are well connected to each other.
First Layer Troubleshooting
If you followed the steps to getting your first layer right and your print isn’t sticking, here are some tips to help improve your experience:
- It takes more torque for the extruder to push flexible filament out of the nozzle, so make sure the nozzle is adequately primed before your part starts being printed. Use a skirt, prime blob, or purge line at the start of the print to make sure there is enough filament in the hot end by the time it gets started on your part.
- Make sure the extruder temperature is hot enough to properly melt the filament. Otherwise, the plastic may not flow and leave you with sparse layers and infill disconnected from the perimeters. Gradually raise the printing temperature by 5°C to a maximum of around 255°C if filament isn't flowing as nicely as you need.
- Make sure the speeds for your printer aren't too fast. Printing too fast can cause underextrusion and make infill look like a spider web. With flexible filaments, printing faster takes more torque to get through the hot end, so your options are increase the torque of your extruder by upgrading to a stronger extruder and motor, or slow down to lower the torque necessary to extrude the filament.
- Turn up the extrusion multiplier a bit more. When E-steps are calibrated for a 3D printer, it is usually done using a rigid material like PLA which means extruder movements are much more responsive. When using a flexible material, you may need to recalibrate to get the same experience. A great way to get this accurate, is to do an E-step calibration article to get that set up. Or, once you find the proper E-steps for the flexible filament, calculate the percent difference from the original E-steps (flexible E-Steps divided by rigid E-steps multiplied by 100), and you have your extrusion multiplier percentage you can use anytime you come back to this material, rather than modifying the firmware of your 3D printer to get the same result.
- For example, your printer uses 400 E-steps for PLA, and after calibrating you find TPE uses 500 E-steps. 500/400=1.25. Multiply by 100 to find an extrusion multiplier for TPE at 125%. Now you can print PLA with an extrusion multiplier of 100% and TPE at 125% and keep those profiles always in sync without modifying the other.
With the help of this guide you will be able to 3D print flexible materials with ease or know what you need to do to get your 3D printer up and running.
If you have any comments or contributions, please drop us an email or give us a call. We are always looking for tips, and best practices - and would love to hear from you. Feel free to reach out with any specific questions in the comments down below.
Check out our Filament Comparison Guide to get the scoop on all the latest and greatest filaments.
Happy Printing!