
How to Succeed with LayerLock Powder Coated PEI Build Plates
Powder coated PEI steel sheets are a great alternative build surface for strong bed adhesion. Here's how you can succeed using this durable build plate.
When you want strong adhesion between your prints and bed, PEI is a great alternative build surface to turn to when your go-to build surface isn’t cutting it. PLA, ABS, PETG, TPU, and more—PEI surfaces provide strong adhesion for a wide variety of filaments. We trust PEI’s strength so much, we’ve added the LayerLock Powder Coated PEI Build Plate—a durable, long-lasting steel sheet to help users succeed in their 3D printing endeavors—to our list of trusted build surfaces.
Installation for Various Printers/Methods
Installation of PEI steel sheets is easy and minimal, but also crucial for successful 3D printing. Check out the steps we’ve laid out below on how to properly install it onto your printer. The execution of some steps will vary for every user due to different printers using different methods, but the general path we walk you through is universal for all users.
Most 3D printers have magnetic beds nowadays, but it's still worth noting that powder-coated PEI steel sheets only work with print beds that are magnetic or have a magnetic base attached to them.

Our LayerLock Powder Coated PEI Build Plates work with many different 3D printers that have a magnetic base.
Prepare Build Surface for Successful Printing
Step 1 - Attach PEI Steel Sheet to Magnetic Base
- Place your LayerLock PEI Build Plate onto your printer's magnetic base.
- Align the steel sheet until the edges of the build plate are parallel to the edges of the magnetic base print bed or align them with any guides your printer may already have to properly align plates.

Easily snap and align your LayerLock Powder Coated PEI Build Plate onto your printer's magnetic base.
Step 2 - Heat Print Bed and Nozzle
- Heat your print bed and nozzle to the temperature you plan on printing with.
- Note: Whenever you print at a different bed and/or nozzle temperature, we recommend re-leveling your bed and nozzle height because optimal heights may vary with different temperatures.

Set the bed and nozzle temperature either through recommended 3D printing software or directly through your printer.
Step 3 - Calibrate Nozzle Height and Bed Leveling
- If you printer automatically calibrates your nozzle height and bed leveling, skip to the next step.
- If you do manual calibration,
- Set the Z-height of your nozzle to about .25mm (typically the size of a business card) to start.
- To set your printer’s Z-height, please refer to your specific printer’s instruction manual.
- Re-level your print bed according to your specific printer’s instructions.
- Set the Z-height of your nozzle to about .25mm (typically the size of a business card) to start.

Calibration and re-leveling can be done either on your printer (if it allows for it) or using 3D printing software compatible with your printer. We're using MatterControl for our Pulse 3D printer.
Step 4 - Prep Build Surface
- Cleaning the surface isn't necessary. However, if you find prints not adhering after a couple of prints due to debris or dust, use isopropyl alcohol with an IPA 91%+ on a paper towel or lint free cloth to wipe down the print area.

Wipe down your LayerLock Powder Coated PEI Build Plate before and after a printer session for maximum bed adhesion and extended longevity. Any brand of isopropyl alcohol that has an IPA of 90% or more will do.
Step 5 - Load Your Model
- Choose any model you want for your test print. We recommend something that’s small and quick such as a thin rectangle so you can adjust your first layer properly.

Load your test print either on your SD card or 3D printing software. For best optimization, set your infill to print at a 90 degree angle for this test.
Step 6 - Print and Adjust (Babystepping)
- Start your print and pay attention to the skirt outside of the print.
- Note how the filament is adhering to the bed and compare it to the graphic below.
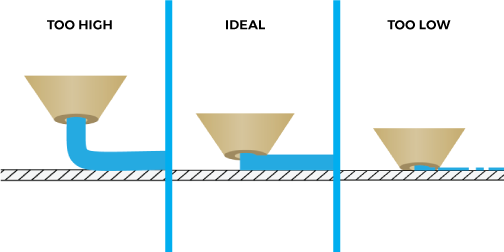
Which of these examples match how your printer is currently extruding filament?
Once you’ve determined which of the 3 examples above matches how your printer is currently extruding filament, refer to the following:
- Too High. If your filament looks like a string rather than a slightly smushed line on your build surface, then your nozzle is too far. Slowly move the Z-height down in micro steps (babystepping) until you achieve the “Ideal “ example.
- Ideal. If your filament looks like a slightly smushed line on your build surface, then you have achieved optimal Z-height. The width of the line should look about the size of 1mm. No adjustment should be necessary.
- Too Low. If your filament looks extremely flat and is extruding filament in pieces, then you are printing way too low. Raise your Z-height until it matches the “Ideal” example.
- Note: Avoid printing too low as much as possible as this can cause many problems such as pressure build up in the nozzle, filament grinding, heat creep, or other extrusion related issues. This can also cause the print to infuse with the bed surface making it extremely difficult (sometimes even impossible) to remove a print. If you are able to remove a print from the build surface after printing too low, it may cause damage to the surface. This is why we recommend starting higher than you normally would as it is safer to start too high than too low.
Step 7 - Repeat Until Satisfied (Optional)
- If you are unable to achieve the ideal nozzle height the first time around. Don’t sweat it! It can take a few tries to accurately achieve an optimal nozzle height.
- Repeat Steps 4 and 6 until you see your nozzle extruding at an ideal height.

Take the time to achieve an ideal nozzle height if you need to. An ideal nozzle height produces accurate, beautiful prints that adhere just enough to stick to the print surface without fusing to it.
That’s it for installation! Your nozzle height and bed leveling are properly calibrated and you’re ready to start successfully printing.
Specific Material Applications (Troubleshooting):
PLA / ABS / ASA
- Standard Issue - Not sticking
- Solution: Lower Z Height
- Standard Issue - Sticking too well
- Solution: Raise Z Height
PA (Nylon) / PC
- Standard Issue - Not sticking
- Solution: Use Bed Adhesion Solution and/or Lower Z Height
- Standard Issue - Sticking too well
- Solution: Raise Z Height
PETG / PET / RYNO / TPU / TPE
- Be extra cautious of Z height to avoid infusing your print into the build surface.
- Major Issue - Print infused to build surface
- Solution: If you can not remove the print by pulling it off, popping it off, or carefully using a paint scraper/putty knife, then you may need to replace the build plate.
- Standard Issue - Not sticking
- Solution: Lower Z Height
- Standard Issue - Sticking too well
- Solution: Raise Z Height
PVA
- Standard Issue - Not sticking
- Solution: Lower Z Height
- Standard Issue - Sticking too well
- Solution: Raise Z Height
Final Tips for Maintenance
- Do NOT print too low with PETG, RYNO, TPU, and TPE. Before printing with either of these filaments, make sure to accurately calibrate the nozzle height and bed leveling. Printing too low may cause the first layer to fuse with the PEI surface due to how extremely compatible the listed materials above are with PEI. This may then lead to damage to the build plate during the print removal process by having chunks of the PEI surface extracted with the print or damage to the print itself.
- When removing prints made of filament mention above from the build plate, we recommend you do not remove the print while it is cool/cooling. We suggest heating the bed back to 60°C before attempting to remove the print from the build plate.
- Remember to always re-calibrate your z-height and re-level your bed whenever you make large changes to your print settings such as print speed, layer height, bed and nozzle temperature, etc. A general good rule of thumb: if you switch between printing different types of filament, you should re-calibrate your nozzle height and re-level your bed.
- If you see any stains or discoloration, note that it is normal and does not affect the quality, lifespan, or performance of your build surface.
- Minimize touching the print area of the build plate when possible
- Fingerprints can leave behind oils that can reduce bed adhesion so minimizing touching the print area will reduce that issue.
- If there's debris, dust, or residue, use isopropyl alcohol with an IPA 91%+ on a paper towel or lint-free cloth to wipe down the area.
- Pouring IPA on the plate is generally not recommended if a longer lifespan of the build plate is desired.
- If that does not work, use soapy water (a small amount of mild detergent will do) with a paper towel or lint-free cloth to wash the plate. Use this as a last resort and avoid doing this often.
- Remove PLA and ABS prints from the build plate AFTER the bed has cooled down.
- If the print is still attached to the bed, detach the build plate from the magnetic base and slightly flex the steel sheet to pop it off.
- Do NOT over flex the spring steel plate. Minor flexing should suffice.
- Repeated over flexing could lead to the steel plate no longer remaining flat.
- Do NOT use a sharp scraper to remove prints off the surface.
- Aggressive use of the scraper against the PEI surface can result in irreversible scratches/damages to the PEI coating.
- If you see any stains or discoloration, note that it is normal and does not affect the quality, lifespan, or performance of your build surface.
As always, we've got your back.
With this knowledge under your belt, we don't expect you to run into any problems; but if you do, please do not hesitate to contact a MatterHackers Technician at support@matterhackers.com or by phone at (800) 613-4290. We're here to help!