
ABS Bed Adhesion Tips & Tricks
ABS: stronger, more durable, and more heat-resistant than PLA. An excellent 3D printing material, but ABS is prone to warp. Stop warping on your ABS prints, and create strong bed adhesion to produce flat prints by following these tips.
Bed adhesion is one of the most important elements for getting a good 3D print. (For more information about printing with ABS, like tips and tricks for success, check out our other article printing with ABS.)
A 3D printer with a heated bed is required for successfully printing with ABS filament because ABS plastic shrinks when cooling. Without a heated bed, the bottom of your print will cool at a different rate than the rest of your ABS print, resulting in dreaded ABS warp. The following guide can help you produce perfectly flat, warp-free ABS prints on virtually any 3D printer:

Tip 1: ABS doesn't adhere well to bare 3D printer heated bed glass.
While you can often get ABS to adhere to bare, heated borosilicate glass build plates, the process is difficult and you will more than likely experience warping/curling or failed prints due to the print breaking free from the glass mid-print.
Tip 2: ABS should NEVER be cooled with a layer fan.
If you have a part that gets mushy/blobby because of too much residual heat, try printing two of them at a time. This will allow the first part to cool while the second part is printing and vice versa. The easiest solution is within MatterControl (our incredible, community-driven, free 3D printing software - yep, it's totally free). A few easy slice settings allow you to require layer times to be at least (X) amount of seconds. If that's still not enough cooling time, you can specify the hot end to move off the print for a set amount of time after each layer, and then resume printing the next layer. These settings can be seen in the image below:
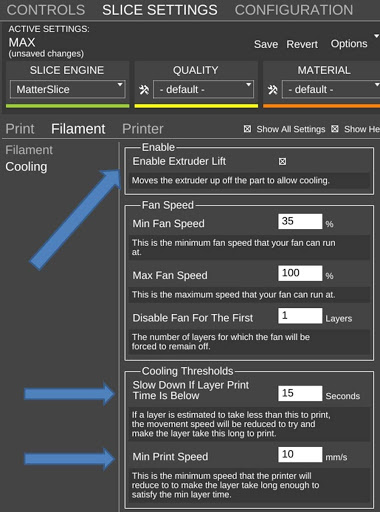
Enable Extruder Lift and Set Print Speeds Here
Just remember, cooling fans and ABS are not friends!
And on that same note, make sure there is not an Air Conditioner or any other forced air disturbing the print area of your 3D printer environment; this can have the same warping or splitting effect as a layer cooling fan when 3D printing with ABS filament.
Tip 3: Your 3D printer heated bed should always be on.
Depending on the part and bed adhesion method you're using, 85-90°C is usually an adequate temperature range for your 3D printer heated bed when printing with ABS filament. You should never exceed 120°C.
A Few ABS Bed Adhesion Solutions:
In order of best (strongest adhesion) to worst (weakest adhesion).
A) PEI Sheets, PET sheets, or Kapton tape on the 3D printer heated bed with ABS Juice.
We made a simple, short video on how to apply PET tape to your 3D printer glass bed.
ABS Juice (or ABS Glue) is dissolved ABS filament in acetone. Start with 2-3oz of acetone and 6-7 inches of ABS 3D printing filament, then adjust as needed. More ABS plastic dissolved in the acetone equals greater bed adhesion. The ideal consistency is thicker than water but thinner than milk. If your mixture is too thick - like paste or yogurt - just add some more acetone to dilute.
Apply the ABS Juice to the 3D build plate using a brush when the bed is hot. You will see the acetone evaporate and the bed surface become dry rather quickly.
Pro Tip: Natural ABS filament is the most convenient for making ABS Juice because it will not leave any coloration on your prints. Remember that if you are printing in Red ABS and use Black Juice, the bottom of your print will be black and red as the plastic extrudes over the thin layer of black.
B) ABS Juice directly on the 3D printer heated bed's glass. Same as above, just without the PET or Kapton tape. Works very well and makes cleanup a bit easier.
C) Glue stick. Pretty much any PVA based glue stick works (Elmer's, Scotch, UHU, etc). Apply a thin layer of glue to a cool 3D print bed in one direction, and then apply another layer in the opposite direction (think of a crosshatch pattern). Then bring bed up to temp allow the glue to dry before printing. PVA is water soluble so you can remove the thin film from the 3D printed part by rinsing with water. Use a wet paper towel to evenly redistribute the PVA glue stick film on the bed.
D) Hairspray. We use Aquanet's unscented, extra super hold - it works well, and it's pretty cheap. Spray a thin coat on a cool 3D build plate, let it dry, then spray another thin coat, let it dry, bring it up to temp and then print. This the weakest hold - but is the easiest to do and not a bad place to start when beginning with printing ABS filament on a 3D printer with a heated bed.
Pro Tip: Scented Hairsprays do work perfectly fine, but they will leave you with a very smelly 3D printing room - and probably not in a good way.
Tip 4: The footprint of your part plays a HUGE role in bed adhesion.
The bigger and thicker the footprint/base of your 3D printed part, the more warping forces present. We use hairspray successfully for a lot of our ABS prints, but prints with very large footprints - like a pyramid - often require stronger adhesion to stay firmly in place. The closer the prints are to the center of the print bed (where it's typically hottest) the better.
Footprint example:
Pyramid = large footprint and more tendency to warp.
Inverted pyramid = small footprint and less tendency to warp.
Remember, ABS Juice is very easily the best method of bed adhesion for ABS prints, but it is also the biggest pain for both clean-up and for print removal. Too much ABS Juice (or too thick a concentration) could lead to you breaking your glass trying to remove the part.
Tip 5: Infill plays a huge role in 3D printed ABS parts.
Too many solid layers on the bottom followed by light infill (<15%) will increase your chances of warp. Rapid changes of infill density will cause the print to cool differently and lead to warp. Use the least amount of solid layers possible to avoid warping. In general, the more infill you use, the more warping forces you introduce to your 3D part. To further understand slice settings we have a 3 part series you may want to check out as a guide.
We've 3D printed thousands of things in ABS filament and found we could prevent warping every single time by following some or all of these tips.
Happy Warp-Free Printing!