
Tech Breakdown and How to Succeed: Ionic Hybrid Support Material
Supporting engineering-grade filament has been difficult without a support material dedicated to higher temperature 3D printing. Ionic aims to solve that.

Ionic Hybrid Support Material has been formulated to be the ideal choice for supporting functional, temperature resistant 3D printing materials. Successfully printing high-quality, intricate functional parts has always relied on support scaffolding. Traditionally 3D printing using the same material as your finished part works, but there are limits to its use; inner, hard to reach cavities or smooth undersides are nearly impossible to work with. It is now commonplace to use a second extruder to utilize a support material that can be dissolved away or trivially removed from those inside surfaces can achieve the desired finish for your 3D printed parts.
Higher Temperature 3D Printing
The industry standard for supporting PLA 3D prints has been PVA; their similar printing temperatures means it sticks to PLA, it prints easily, and when you need it to it dissolves away cleanly using just water, but the same couldn’t be said for high-temperature materials. Ionic Hybrid Support has been developed to be paired with nylon, including NylonX and NylonG, due to its higher printing temperature, so supports stick better to the printed parts and don’t warp or melt away like other support materials might. Other materials with a similar printing temperature like ABS, PETG, RYNO, or TPU all print exceptionally well with it as well.

Dissolvable
Thanks to the chemical makeup of Ionic, after it is printed it will completely dissolve in regular tap water. Where other materials may require a chemical bath and careful disposal, Ionic can safely be disposed of down the drain. Without the ability to dissolve supports, some parts will have internal cavities that can’t have their supports cleaned out or rely on the 3D print coming out okay at best.

Ionic supports can be dissolved in tap water
Breakaway
Ionic is a “Hybrid” Support Material meaning not only is Ionic dissolvable, but it also behaves as a breakaway support material - it can be removed from your printed part with normal tools too. Before you set out to soak your finished 3D printed part to dissolve the supports, break off most of it to cut down on the post-processing time of your 3D prints. Then you can dissolve the rest in the hard to reach places and anywhere it is pressed against the printed part, to avoid damaging it with removal tools.

Ionic Hybrid Support Material - dissolvable and breakaway.
Real World Applications
Most will want to use Ionic Support Material specifically with a dual extrusion setup and if 3D models have steep overhangs or internal geometry that can’t be reached by tools. Manifolds, brackets, jigs, fixtures, really anything that needs to be 3D printed in a functional material and needs the support to back it up is what Ionic is designed for.
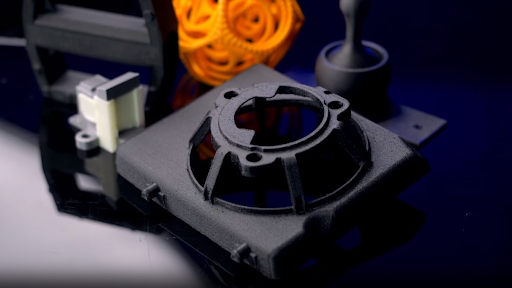
Real world uses includes so many different objects it's difficult to list them - things like jigs and fixtures with steep overhangs are perfect for Ionic.
Hardware Considerations
While Ionic doesn’t require you to have an all-metal hotend, if the material you are using as your build material does, then it is recommended to use one for Ionic as well; for best results, Ionic should be printed as close to the same temperature as the build material, while still within the printing temperature range. The temperature range for Ionic is between 230°C and 250°C for the nozzle, and 60°C to 90°C for the print bed. This is what allows it to be paired with many different filaments, since the print settings are very accommodating for a lot of different materials. Ionic dissolves in water, which means it’s also very hygroscopic, so as you would do with any filament that drinks up water from the air like nylon or PVA, be sure to dry it before you start printing using a vacuum oven or alternatively use a PrintDry Filament Drying System to dry it out and keep it dry while you’re 3D printing.

Dry Ionic filament before use for best results.
Post Processing
To make post processing a bit easier, start by breaking off any of the easy to reach or large sections of supports to cut down on time needed to dissolve everything. The ideal removal process has something to agitate a bath of warm tap water, using a pump to circulate the water, but it’s not required; it just speeds things up. Use a container that is significantly larger than the 3D printed part; the water will get saturated over time and needs changing to continue dissolving supports, for best results use a large container to prevent changing the water too often.

Use a container significantly larger than your supported part to prevent the water from getting oversaturated too quickly.
Supporting advanced, high-temperature materials is a breeze with the help of Ionic Hybrid Support Material. Ionic is available in both 1.75mm and 2.85mm diameters so you can get printing no matter the dual extrusion setup you have. To order your spool today, check out the collection: Ionic Hybrid Support Material.