
Design Guideline: Considerations for 3D Printing
There is more to design than just choosing a CAD software tool. Learn about the other factors that go into a complete 3D printing design solution.
As part of the additive manufacturing domain, 3D printing expands the capabilities of traditional “subtractive” manufacturing methods through complex, embedded, one-of-a-kind part and assembly fabrication. To take advantage of these capabilities, the product designer has to be prepared to create components and parts that maximize 3D printing capabilities without sacrificing the desired look, feel and performance measures of the end product. To that end, designing for 3D printing is the foundation from which quality parts and products are made.

So what are the key elements that the designer should consider when creating components and parts for 3D printing? From experience, these elements transcend the actual model design and take into account the source 3D material used, the 3D printer’s capabilities, resolution of design files and the 3D software/firmware necessary to run the printer. Understanding these elements will help the designer forego untold hours of frustration, and once mastered will place the designer in the fast lane of the 3D printing highway.
Material
As many 3D printing practitioners know, all 3D printing filament is not created equal. Sure the two standard filament sizes are 3.00mm and 1.75mm, but are these diameters really precise? The short answer is a resounding “No”. Diameters of 3.00mm rated 3D filament are usually less than 3.00mm and may range from 2.85mm to 2.90mm. Therefore, be sure to use calipers to measure the diameter of the 3D filament plastic before use (see Figures 1 and 2) and make sure that the correct filament diameter is entered into MatterControl.

Figure 1

Figure 2
Also, be aware that 3D filament quality and consistency varies by manufacturer. Sometimes using cheaper filament may cause problems down the road that could easily have been avoided if quality plastic had been utilized. Another characteristic is the type of finish that is produced on the printed part. For example, some quality PLA filament may have a glossy finish, while cheaper PLA filament have a flat to dry looking surface finish. Lower quality finishes translates directly into greater finishing times and costs. Note that all filament sold by MatterHackers has been thoroughly tested for consistency and will work with all RepRap compatible printers.
Printer Capabilities
Like 3D filament, all 3D printers are not created equal. Printers vary in cost, build size, heated bed, maximum and consistent printing temperature, types of filament that may be used and the mechanical precision of components. Often times, cheaper 3Dprinters are more difficult to set-up and calibrate which may be a challenge for beginners. Also, higher quality components such as hot ends, extruders, belts, pulleys, screws/ball screws and motors will result in higher quality prints. A heated bed is often treated as an afterthought, but no other component has as much impact on print quality and finishes as a heated bed. A heated bed allows for consistent ambient temperatures which directly affect warping, curing, finishing and post processing.
Design File Resolution and Size
The standard file for 3D printing is an ‘.STL.’ An .STL file is imported into a printer controller, e.g. MatterControl, sliced and exported as G-code to the printer. An .STL file is a surface file composed of numerous polygons that approximate the surface area of a 3D part. The more polygons in the .STL file, the more detailed and precise the end print. There are numerous 3D CAD programs (see Finding the Right 3D Modeling Software For You) that one may utilize to model, design and eventually export .STL files. However, as with filament and printers, not all 3D CAD software is the same. Good 3D CAD software allows the designer to export Binary (compressed) or ASCII .STL files and also allows the designer to set the resolution, e.g. coarse, fine, for the file (see Figure 3). The finer the resolution, the more polygons that are required which results in better printed models. One method that may be used to determine the quality of the .STL file is to print a cylinder. If the curved part of the exterior highlights segmented sections, then the resolution of the .STL file is suspect, resulting in sub-standard parts. Finally, if possible keep all file sizes below 5MB. This will ensure that the slicer results are optimized before printing.
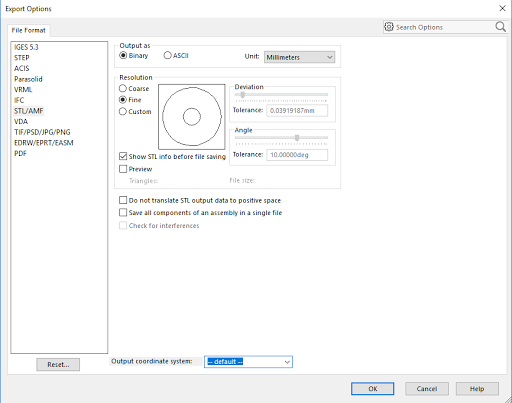
Figure 3: SolidWorks .STL Export Options
Design Software
As mentioned previously, not all 3D CAD software is the same. The real issue with 3D CAD software is not whether you can design accurate components and parts, but whether one is able to print the final designed components and parts. In general, there are two categories of 3D CAD software: Mechanical/Engineering Design software and Sculpting software (see Finding the Right 3D Modeling Software For You). Mechanical design software usually exports pristine or “watertight” .STL models that are easily printed. Sculpting software incorporates more free-hand surfacing and is therefore more prone to “leaky” .STL models. So how does one know if an .STL file is watertight? First, if your .STL file does not slice, then there is a good chance that it is a “leaky” model. Second, most quality sculpting software have tools to test whether there are “naked edges” in the model. Another common tool that one may use to fix leaky edges is Meshmixer. Meshmixer is a handy tool for fixing models, especially free models that were downloaded from online sources.
3D Printer Firmware
Firmware is not as much of an issue as it has been in the past. There are many types of firmware that are RepRap compatible, and different printers pick freely from the compatible list. Just remember, that it is not as crucial to interface with a printer’s firmware as in the past to set-up and calibrate a printer for 3D printing. With MatterControl, slicing and set-up is a breeze, especially with the software calibration tool that dials in the correct leveling settings for any printer, even if the build plate or bed is warped. This powerful tool allows for complete control of the printer and best of all it is free to download.
Part Design Guidelines
There are several ‘best practices’ that one should take into consideration when designing and printing quality components and parts. One deals with perimeters. If a standard infill percentage of 30%-50% is utilized, it may be better to increase the count or size of the solid perimeter. For example, some materials, e.g. PLA filament, are susceptible to leaving gaps or holes in the top perimeter, especially if the perimeter count or size is low. Double the count or perimeter size to mitigate these gaps and holes. Therefore a perimeter size of 1mm (or five layers using a standard resolution) should be increased to 2mm (or 10 layers at a layer height of 200 microns). Figures 3-5 demonstrate the layer height and perimeter settings in MatterControl.
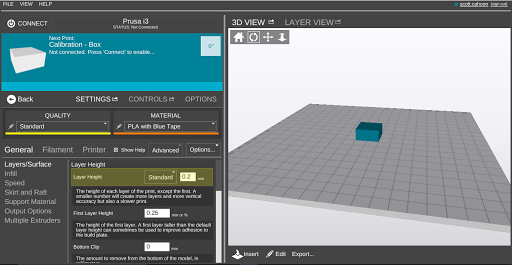
Figure 3: Layer Height Settings
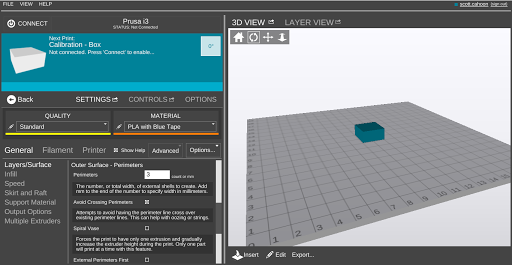
Figure 4: Perimeter Settings
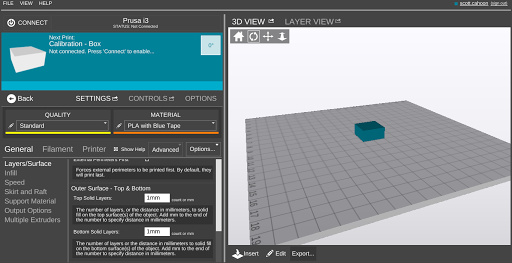
Figure 5: Outer Surface Settings
Another best practice deals with wall thickness in the model, especially if the model has a hollow interior. Be careful to make the walls thick enough for structural integrity regardless of the model’s size. This is particularly important if the model component of part is resized often after initial design.
Supports can be your best friend if you have an odd shaped component or part. Just remember that printing without supports is usually preferred, since printing with supports requires more post production. In order to print without supports, design your component or part so that supports are not necessary. If designing an entire assembly, think about how the assembly may be segmented to make printable parts where supports are not necessary. For more information on segmentation and printing large parts or assemblies, please reference Printing Outside the Box: Exceeding the Build Volume of Your Printer.
Other design considerations to improve success in 3D printing include the use of elephant feet, chamfers and fillets, overhangs and model orientation. Elephant feet may be designed into the 3D solid model to improve bed adherence and to mitigate warping (see Figure 6). These features may later be removed through post processing of the print. If there are overhangs in the model design of the part, use chamfers and fillets to mitigate sagging and stringing. A good rule of thumb is the 45 degree rule for overhangs, but some printers may perform just as well with overhangs at steeper angles. Next, remember to orient your model in such a fashion so that all the component or part features are easily printed.
Figure 6: Example of Elephant Feet
Finally, realize that all your components and parts will be assembled into a final product. With this in mind, do not forget to allow tolerances between your components and parts where they are joined together or assembled. Please reference MatterHackers Lab: Design 3D Printed Assemblies to understand the intricacies of component and part tolerances.
There is one last thing to consider when designing a component or part. One should know how that part will be used or how it will be post-processed. Will the part need to be drilled or will that part come under extreme tension, compression or forces of momentum? If so, take into consideration the 3D source material and how much the measurements of the part under stress changes in regards to the material used. Beefing up joints, especially those joints at right angles is always encouraged.
Conclusion
There is more to 3D printing than designing components and parts and replicating those 3D solid models into useful assemblies. When beginning a design, one must take into account the 3D filament to use, the 3D printing equipment, the model’s final resolution and the limitations of each 3D CAD software to fabricate quality parts. By keeping these key elements in mind, along with repetition, the 3D printing practitioner and designer will maximize his/her efforts, resulting in high quality finished products.