
How to Succeed with Your First 3D Print
If your obsession with 3D printing is just beginning, check out these easy steps to a successful first print. Seasoned vet? Never hurts to brush up!
You did it! You've seen your friend's 3D printer or really liked the 3D printer you saw at work or school, so you bought your own... now what? You're in luck thanks to this handy guide to walk you through the steps of setting up your printer, the basics of using it, what to do with your prints, or where to even get models in the first place!
Creating a Model for 3D Printing
There are many 3D modeling programs that exist for 3D printing; some have a steep learning curve, and others are so easy that elementary schools regularly use it. Depending on your prior experience with 3D modeling, here are some options:
Introductory 3D Modeling Programs
These are the programs to use if you've never done any 3D modeling before:
- Sketchup: Free and easy to use, but the 3D models it creates usually needs repairs to become 3D printable.
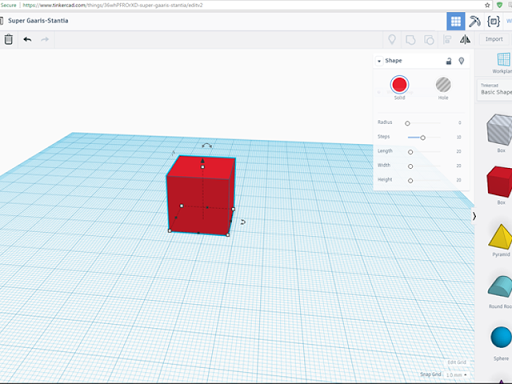
- Tinkercad: Free, easy to use (designed with children in mind), limited to combining basic shapes like boxes, spheres, and cones. You can learn more about how to use Tinkercad here.
Intermediate 3D Modeling Programs
These are used for a multitude of applications, from mechanical fixtures to organic movie props, these are versatile programs:
- Fusion 360: Used to model very geometric parts like engine blocks, fixtures, mounts, or even 3D printer parts. It can also be used for organic models, like helmets and other props. It's free for startups [with a revenue less than $100,000 per year], hobbyists, and enthusiasts, but you'll need a subscription license otherwise.
- Meshmixer: A free, virtual clay modeling program, similar to Zbrush.
- Onshape: Like Fusion360, but most similar to Solidworks. It's free, but all files are public unless you pay for a subscription to enable private file hosting.
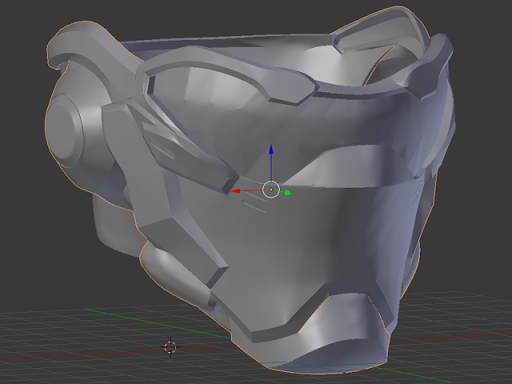
- Blender: With a steep learning curve, this mesh modeling program is most commonly used for modeling for video games or rendering. There are many tutorials, and it is free. Learn more about Blender here.
Advanced 3D Modeling Programs
These programs are perfect for people with extensive knowledge of 3D modeling, or for those feeling bold and are ready to fully commit to the art of 3D design.
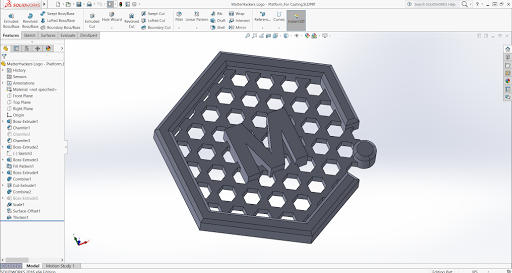
- Solidworks: For geometric modeling, this is the top of the line product; it's feature rich, easy to use, and has it's own "Knowledge Base" to find the answers to all your Solidworks questions. It's $4,000 to $8,000 with a yearly renewal fee.
- 3DS Max: For mesh modeling, this is the best of the best - used across many industries, thus it comes at a steep price - $185/month or a $3,675 one-time fee.
- Zbrush: For sculpt-modeling, this is in the top-tier. Essentially, it's digital clay sculpting - every model starts as a ball, and details are made by pulling material out from it, pushing in, or carving away. Some of the most complex movie props and costumes are designed in this and is also commonly found in game development. Fairly affordable at a $795 one-time purchase.
3D Model Repair and Modification Tools
- Netfabb: This free, robust software is most useful in cutting models too large to fit on your print bed, simply drag the "slice plane" and decide where you want your cuts, then export each separated chunk into its own 3D model file. It has many other features to repair or modify the model to improve the 3D printing process.
- Meshlab: Another free repair tool that is great for bringing down the polygon count of a model. Some models are so massive that most slicing software can't handle it, even on a powerful computer.
If you're still not sure which 3D modeling software will be best for you, check out a more in-depth article here.

Downloading a 3D Model for 3D Printing
Maybe you aren't quite ready to model yet, and that's okay! There are many different websites called "file repositories" that exist just to collect 3D models specifically for 3D printing.
- MatterHackers Design Store: We host a variety of 3D models, some for functional purposes, others purely for fun. You can check it out here.
- Thingiverse: The big one. Thingiverse has a massive collection of models. However, there's no restriction to the models uploaded in terms of printability. So, unless you see someone else has printed it, your mileage may vary. In general, most models are printable.
- MyMiniFactory: Each model has to have an attached image of a successfully printed model, so every model will actually work.
- Yeggi3d: This searches a variety of other file repositories, but doesn't always work as well as searching each site individually.
- Cults3D: Another file repository to browse through.
- Pinshape: Regularly runs contests for models relating to disability assistance. Some models are not free and for sale.
- CGTrader: Mostly paid for only models, but highly detailed and generally professionally modeled.
Tools of the Trade
We have a super handy article on the various tools you will need to start 3D printing. If you don't feel comfortable getting all those tools at the start and want to build up your toolbox, at least make sure you have a PVA (not PHP) glue stick, Aqua Net hairspray (brand is specific), a spatula to remove your prints, blue painter's tape, and a pair of pliers to clean off support.
Download Slicing Software
Slicing is the term used for the process that takes your 3D design (most likely an .stl file) and transcribes it into the "language" that the printer can understand (gcode). Slicing basically takes your 3D digital model and turns it into a ton of really tiny layers. There are many slicing softwares that exist, some paid for, others free, but MatterHackers has an awesome slicer called MatterControl. MatterControl has printer profiles, so you can find your make and model and automatically have all the necessary settings filled in. Plus, you can store all of your .stl files in the cloud, and even share them with your friends. Oh, did we mention that it is completely free to download?
Optimizing Your Settings
In MatterControl, there are many settings you can change, from how fast you print, to how hot your printer is, and everything in between. To start off, you won't need to change many settings, in fact, "Basic" settings are all you will need as you first learn how to 3D print. These are the settings you will first see:
Material:
- This setting dictates how hot your printer's nozzle and bed are depending on the material. PLA 3D filament, a beginner material, prints with the nozzle at 200°C and the bed at 60°C (if the printer has a heated bed), whereas ABS 3D filament, a more advanced material, prints with a 240°C nozzle and up to 110°C for the heated bed. Making sure your printer is at the right temperature is imperative for a successful print, and changing your material selection is an easy setting to change.
Layer Height:
- This is where you can get ultra-fine resolution in your prints, or really quick and dirty, first draft prints. The lower this number, the finer each layer of plastic that laid down will be. In general, we bottom out at 0.10mm with a 0.40mm nozzle; any lower and it's hard to even notice a difference for a dramatic increase in print time. If you just need to see how a part feels in your hands or how it fits as a model representation, 0.30mm layer height is great; it's a lot quicker at this height and detail are less pronounced, but if you just need to test how your model works then it is an ideal setting.
- Depending on your printer's hot end, you may be able to change your nozzle to something with a larger or smaller diameter hole. For any nozzle, you should never print at a layer height greater than 75% of the nozzle's diameter; e.g. a 0.40mm nozzle maxes out at 0.3mm layers, but a 0.80mm nozzle can go up to 0.60mm layers.
- The reason for this is that layers greater than 75% struggle to get the proper adhesion per layer.
Fill Density:
- Fill Density determines how solid or hollow your part is. 0% infill makes your part completely hollow, conversely, 100% makes your part completely solid. Any percentage in between will have MatterControl automatically generate a pattern inside to fill in and provide strength.
- For purely cosmetic prints, I use 10% infill, but anywhere from 0% to 15% could work well.
- For prints that need to be strong but not rock solid, I like 25%. "Standard" in MatterControl is 30%, so anywhere around there is good. Props and things that are handled are well suited for this infill setting
- For fixtures and printer parts, 50% to 80% should be used. This provides parts with enough rigidity but just enough flexibility to not break as easily under pressure.
Create Raft:
- Rafts are designed to provide better adhesion to the bed. Although it is most commonly used for ABS filament, it can be generated for any material. A raft is exactly what it sounds like; several sacrificial layers to provide the model a large amount of surface area to adhere to the bed.
- It used to be more commonly used, but with advancements in slicing engines, they are almost obsolete except for extreme circumstances, like a model where barely any of it touches the build plate and the majority of the first layer is support material. Brims are the new standard.
Generate Support Material:
- Turns on or off scaffolding to support your 3D print. The most important thing to check before printing is whether your model has what's called "overhangs." These are sections of the model that are at an angle greater than 45 degrees from the bed. Generating support material for models like this is essential for success.
- For example, a cube has no overhangs, but an upside down "L" has a large overhang that needs support printed under it, otherwise, it will droop and print very poorly, if at all. In essence, each layer is stacked on top of the previous, and if it's too far over the edge of the last it'll fall over the edge.

Generating Gcode
Gcode is the code language that most 3D printers run on. It's what tells them where to move, how fast to move there, and how hot to be. There are some 3D printers that run on different languages (some printers are proprietary, others just uncommon), but in general, Gcode is what your printer will understand.
To generate the Gcode you need, you have two options: you can "Export" in the bottom right when you're in the "3D View," or you can go to "Layer View" and click "Generate." "Generate" will completely slice your model, but it will only save it in the backend of MatterControl, which is helpful if you aren't quite sure if the settings for your print aren't right yet and don't want to fill up your SD card. "Export" will slice your model and save it to a location of your choosing.
Once the Gcode has been generated, if you go to "Layer View" you can view what each layer will look like with either one layer at a time or in 3D and see the layer you are on and all the previous layers.
Starting Your Print
So, you have your Gcode, but before you get printing, let's first run through a "pre-flight checklist" to make sure you're good to go.
1. Make sure your bed is level. Depending on your printer there are many different ways to level your bed. Some use inductive sensors and probe the bed, some have a switch that taps around the bed, others need to be done manually. If it's a manually leveled printer, you have two options: turn the thumb screws under the bed to raise and lower each corner until the whole bed is level to the nozzle, or use MatterControl's bed leveling software to precisely align your bed, even if it's ridiculously skewed. If you want to try baby-stepping to level your bed, read our Feature Spotlight we have on the method. Follow the directions provided with your 3D printer.
2. Add your bed adhesive (if necessary). Some materials need bed adhesives, others don't, and some need very specific adhesives as well. There are much too many filaments to go over all of them, but we have the Filament Comparison Guide which goes over all the best bed adhesion materials.
3. Load your filament. Some printers are bowden, which means the extruder motor is not on the print head, other printers are direct drive, which the extruder motor directly on the print head and moves with it. Each method loads slightly differently, so follow the instructions provided by the printer manufacturer. In either case, make sure the nozzle is hot when you change filament, and that the color coming out the nozzle is the same as the one you put in; make sure previous filament is properly purged.
4. Load your SD card or plug your printer into your computer. They each have their pros and cons; printing straight from your slicing software means you can baby-step your print if the bed wasn't as level as you'd like, but if your computer goes to sleep or restarts from an update, you will lose the print. With an SD card, you give up the fine tuning controls you'd get from MatterControl, but free up your computer.
When everything has been checked off, you're ready to get printing! Wait - here are some quick tips though, don't walk away just yet.
- Make sure the first layer is going down really well. If it's smearing, you're too close, if you can easily see where one line was laid down next to the other, you're too far. You have to find that "goldilocks spot."
- Watch the first couple layers. The first layer may be fine, but the subsequent layer may have issues. Stick around for a little while to make sure everything goes smoothly.
- Don't sit there for the whole print. Check up on it regularly, and be nearby, but you don't need to monitor it. At our experience level, once we've tested printers with short prints we can monitor while we are in the office, we will run weekend-long prints on them without worry. For now, even though it may be tempting, (and I've definitely been mesmerized by my printers) don't sit there and watch its every move, once it's started and going well, pat yourself on the back, grab a cold one (beer, soda, water, whatever), and kick back. Welcome to 3D printing.
We hope that this article has helped you succeed in getting a great first print. If you are still having some trouble, feel free to comment below or email support@matterhackers.com.