
How To Succeed When 3D Printing With Nylon
Learn how to 3D print Nylon like a pro. Nylon is a stronger and more durable alternative to PLA or ABS and easy to 3D print with using these Tips and Tricks.

Unlock the full potential of your 3D printing projects with Nylon – the robust, versatile material that outperforms traditional PLA and ABS in strength and durability. Ideal for creating functional parts, tools, and high-wear objects, Nylon's unique properties make it a top choice for hobbyists and professionals alike. Embark on your Nylon printing journey equipped with our expert tips and tricks, and watch your creations come to life with unmatched quality.
Nylon filament is an incredibly strong, durable and versatile 3D printing material. Flexible when thin, but with very high inter-layer adhesion, nylon lends itself well to things like living hinges and other functional parts. Its low friction coefficient and high melting temperature make it an excellent choice for a variety of everyday items such as 3D printed tools, gears, RC cars and more.
Check out our tips below on how to successfully 3D print with nylon filament.

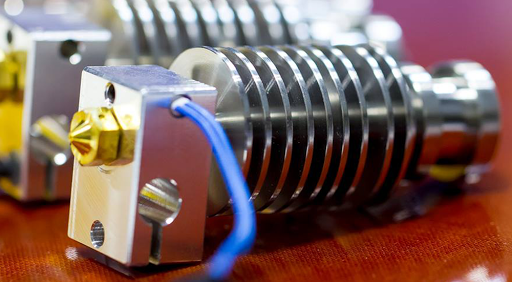
Upgrade to the Right Hotend
Before diving into Nylon printing, ensure your printer is equipped with a hotend capable of reaching at least 250°C. Standard PEEK and PTFE hotends won't cut it, as they degrade at high temperatures. For a seamless experience, consider upgrading to an all-metal hotend like the E3D V6, which can safely handle the heat required for Nylon. If you're unsure about compatibility, reach out to us or consult your printer's manufacturer.
Explore Hotend Upgrades hotend upgrades.
Choose the Ideal Bed Surface
Like with any other type of filament, the bed surface you choose to print nylon on can be the make or break between warping and successful 3D printing. For nylon, garolite sheets and glass plates are two build surfaces we've seen produce the most consistent successful results. With the addition of a PVA glue stick, both surfaces provide the bed adhesion necessary to bind prints to the build surface for a smooth 3D printing experience.
Our personal favorite surface to use with nylon filament is LayerLock Garolite Build Surface. Made out of fiberglass linen cloth laminated with epoxy resin, this surface has high stability over temperature so it easily withstands the 60°C recommended for successful nylon bed adhesion on a heated bed. Another perk of using a garolite surface is its strong adhesion quality that lasts for thousands of prints with sandpaper. Using a sheet of 220 grit sandpaper, lightly sand down the top of the garolite to remove any blemishes and reveal a more textured, even surface. This allows nylon to achieve a better grip on the bed for a successful flat first layer, leading to a successful nylon 3D print overall for years to come.

We trust in the success of garolite so much that we offer it as the stock bed surface for our Pulse XE, the 3D printer designed to succeed with 3D printing nylon and nylon-based filaments (on top of standard filaments). For maximum success, PVA glue and sandpaper are also included with LayerLock Garolite Build Surfaces for additional adhesion and minimal maintenance for longevity. To learn more about printing on garolite, check out our "How To: 3D Print Nylon on Garolite Print Beds" article.
Nylon Filament Must Be Dried Before Printing
Nylon filament is incredibly hygroscopic, meaning it readily absorbs water from the air. Nylon can absorb more than 10% of its weight in water in less than 24 hours which is why it is best to not leave hygroscopic filaments sitting out in the open. When you 3D print with nylon filament that isn’t dry, the water in the filament explodes causing air bubbles during printing that prevents good layer adhesion, greatly weakens the part and ruins the surface finish. No doubt about it; successful 3D printing with nylon and nylon-based materials require dry filament.
Dry nylon, on the other hand, prints buttery smooth and has a glossy finish.
Desiccant helps keep filaments dry, but packets of desiccant are nowhere near enough to actually extract the moisture from your 3D printing materials. MatterHackers' preferred tool for drying Nylon is the PrintDry system. Just place the spools in the PrintDry chamber, set the system to 75c, and leave to dry for 8-12 hours.
Another way to dry nylon filament is by placing it in an oven at 160°F - 180°F for 6 to 8 hours. Keep in mind that most all convection and household ovens do not regulate their temperature well at these lower temperatures and can easily warp your spool or soften the plastic causing it to deform and even adhere the filament stands together.
After drying, either immediately print with it in a room that isn't cold or drafty or store it in an airtight container with desiccant to use for later. If using a system like the PrintDry, you can leave the spool in the unit and print directly from it, keeping moisture at bay while on those long prints. To learn more about desiccant as well as some useful 3D printing tools, click useful 3D printing tools.
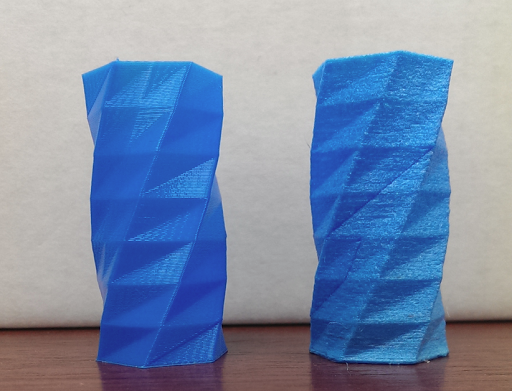
Dry 3D printed nylon on the left, wet 3D printed nylon on the right
While kitchen ovens are capable of drying filament, we highly recommend using a PrintDry PRO Filament Drying System instead. PrintDry is a safe, desktop-friendly machine engineered specifically for removing moisture from filaments. With its compact, transportable design, you can simply place the PrintDry PRO next to your 3D printer and feed dry filament into it while it's printing. If you are unable to feed the filament in the PrintDry PRO directly into your printer, this filament drying system still works very well for simply drying filament and then storing it in an air-tight container for later. To get the best quality prints possible, filament drying systems like the PrintDry are a 3D printing accessory we highly recommend for consistent success.
To learn more about the benefits of drying filaments, check out our article benefits of drying filaments.

Nylon Can Warp
We've found 3D printing nylon can warp about as much as ABS.
When printing on glass or garolite, a heated bed is required with nylon filament. A PVA based glue stick applied to the bed is the best method of bed adhesion. Elmer’s or Scotch permanent glue sticks are inexpensive and easily found at a reasonable price.
We've found that a bed heated to 75°C with a thin layer of glue applied in a cross-hatch pattern works best for glass plates.
When printing on a garolite surface, a build plate is required with nylon filament. Whether it's directly on a heated bed, a sheet of glass, PEI glass or a FlexPlate System, we recommend the garolite sheet be attached to some kind of build plate that is able to transfer heat to this build surface. Like printing on glass, a PVA based glue stick applied to the bed can be helpful with bed adhesion for garolite build surfaces. We recommend Elmer's glue sticks for this surface. If more adhesion is needed, use 220g sandpaper to lightly sand all across the garolite for a textured, even surface that the print can grab onto.
For bed temperature, we recommend anywhere between 55°C - 65°C depending on what type of brand and nylon or nylon-based filament you're printing with. If it's NylonX, we recommend 60°C. If it's NylonG, we recommend 65°C.
Do not use layer cooling fans and avoid drafty or cool rooms for best results. If you can't avoid placing your printer in drafty or cold rooms, consider either make shifting your own printer enclosure or purchasing one of the 3D printer enclosure kits sold 3D printer enclosure kits.
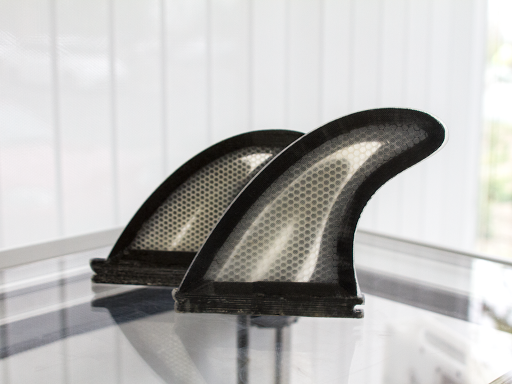
3D Printed Nylon Surfboard Fins Reinforced with Carbon Fiber using the MarkForged 3D Printer
Recommended Nylon 3D Print Settings:
- Extruder Temp.: 240°C - 260°C
- Start printing at 250°C and adjust in increments of 5°C until you find the right temperature that produces a strong, durable print with a beautiful finishing surface
- The right temperature may vary between nylon and nylon-based filaments
- The right temperature may vary between brands of nylon and nylon-based filaments
- Bed Temp.: 55-65°C
- This is for garolite surfaces with PVA based glue
- Bed Temp.: 70-80°C
- This is for glass and other surfaces with PVA based glue
- Speed: 30-60 mm/s
- 0.2 mm - 0.4 mm layer heights
- 0% Layer Cooling Fan
